無論是新藥研發(fā),還是仿制藥研發(fā)都需要進行小試研究,基于藥品安全性、有效性及質(zhì)量可控性的原則,小試從處方、工藝及控制策略著手進行研究。小試研究包括QTPP (確定目標(biāo)藥品質(zhì)量概況),產(chǎn)品CQA(明確潛在的制劑的關(guān)鍵質(zhì)量屬性),處方開發(fā)(確定原料藥、輔料等的關(guān)鍵質(zhì)量屬性(CMA),明確處方組成及處方比例), 工藝開發(fā)(選擇合適的生產(chǎn)工藝及各工序關(guān)鍵工藝參數(shù)(CPP), 確定對產(chǎn)品CQA有影響的因素的控制策略。
小試完成處方工藝開發(fā)后,初步確定了處方工藝和控制策略。接下來就是進行中試放大,那么小試到中試放大應(yīng)該做些什么工作呢?下面就用某仿制藥A片進行舉例:
1、 根據(jù)小試研究結(jié)果,確定中試放大的工藝流程,某仿制藥A片的工藝流程見下圖
2、 根據(jù)小試確定的工藝流程圖,確定中試放大需要使用的設(shè)備,并與小試設(shè)備進行對比,對比信息詳見下表:
注:由于保密原則,小試和中試放大的設(shè)備型號及生產(chǎn)能力需進行保密。
3、通過對比小試設(shè)備和中試放大設(shè)備,確定各設(shè)備的藥物裝載量及中試放大的批量,中試放大各工序藥物裝載量盡量跟小試保持一致,例如小試批量體積占濕法制粒機的60%,那么中試放大的批量體積盡量保持在60%。
4、根據(jù)確定的產(chǎn)品處方、處方量及批量,采購物料。
5、進行中試車間設(shè)備共線風(fēng)險評估,并進行中試放大新增品種變更審請。多產(chǎn)品關(guān)系風(fēng)險評估的流程詳見5.1~5.8項下描述:
5.1收集產(chǎn)品基本信息:查證關(guān)系生產(chǎn)的產(chǎn)品的相關(guān)信息,包括產(chǎn)品基本信息(性狀、溶解度等)及工藝基本信息等。
5.2進行共線可行性分析:根據(jù)收集的產(chǎn)品信息對共線的可能性進行分析,判斷擬共線生產(chǎn)的產(chǎn)品共用廠房/設(shè)施和設(shè)備是否可行。
5.3根據(jù)擬共線生產(chǎn)的產(chǎn)品的批量、生產(chǎn)工藝要求等信息分析現(xiàn)有廠房、設(shè)施和設(shè)備是否適用于共線生產(chǎn)。
5.4風(fēng)險影響及原因分析:對共線生產(chǎn)可能存在的危害、危害的來源及可能的原因進行分析和評估。
5.5制定風(fēng)險控制措施:根據(jù)分析評估的結(jié)果、針對存在的可能的危害制定風(fēng)險控制措施。
5.6風(fēng)險控制措施整理:結(jié)合現(xiàn)有文件系統(tǒng)梳理現(xiàn)有風(fēng)險控制措施。
5.7追加的風(fēng)險控制措施:制定追加的風(fēng)險控制措施,并實施追加的風(fēng)險控制措施。
5.8得出結(jié)論:結(jié)合風(fēng)險控制措施的完成情況,開始實施共線生產(chǎn)。
6、設(shè)備清潔取樣及檢測分析方法開發(fā)及方法確認(rèn)。
7、中間產(chǎn)品和成品檢測分析方法開發(fā)及方法確認(rèn)。
7、確定中試放大方案。
8、各工序中試放大策略實施
8.1濕法制粒工序
濕法制粒的中試放大從以下3方面考慮
8.2濕整粒工序
濕整粒工序確保小試和中試放大使用相同孔徑的篩網(wǎng)。
8.3流化干燥工序
保持相同的進風(fēng)溫度、物料溫度及進風(fēng)露點,特別注意進風(fēng)濕度變化(冬天干燥/夏天潮濕是批間差異的重要原因,必要時要進行除濕和加濕以保持相同的進風(fēng)絕對濕度。
8.4過篩、整粒、總混工序
過篩和整粒使用相同孔徑的篩網(wǎng)即可.
8.4.1總混放大需從下面幾方面考慮:
8.4.2總混工序需關(guān)注下面幾點問題:
8.4.3總混工序常見問題的可能原因
8.5壓片工序
8.5.1壓片工序放大需從下面幾方面考慮。
8.5.2壓片工序需關(guān)注下面幾點問題
8.5.3壓片工序常見問題的可能原因
8.5.3.1粘沖,可能的原因:
a總混物料水分高;
b粘合劑用量少,物料內(nèi)聚力不夠;
c潤滑劑用量少;
d物料細(xì)粉占比較多;
e環(huán)境相對濕度高;
f模具設(shè)計不合理,沖杯深度較深,易粘沖。
8.5.3.2斷片、裂片可能的原因:
a潤滑劑型號不合適,潤滑劑用量、混合時間不合適,導(dǎo)致壓力分布不均勻,會降低片劑的破碎強度;
b粘合劑用量太少;
c細(xì)粉太多,調(diào)整制粒參數(shù),攪拌槳轉(zhuǎn)速增大、制粒刀轉(zhuǎn)速減少、增加制粒時間,控制細(xì)粉比例;
d處方中塑性輔料太少,增加處方中塑性輔料占比,例如微晶纖維素、可壓性淀粉
e壓片速度太快,保壓時間不夠長;
f預(yù)壓力不夠大,粉末中留有大量空氣,主壓力太大;
g選擇D型沖模具,在壓片速度不變的情況下,可以增加保壓時間。最常用于壓片機的沖模喲B型和D型沖模,B型沖沖頂直徑為9.33mm(標(biāo)準(zhǔn)沖頂結(jié)構(gòu))或9.53mm(半圓形沖頂結(jié)構(gòu));D型沖沖頂直徑為15.53mm(標(biāo)準(zhǔn)沖頂結(jié)構(gòu))或15.87mm(半圓形沖頂結(jié)構(gòu));D型沖的沖頂直徑遠(yuǎn)遠(yuǎn)大于B型沖沖頂直徑,所以壓片時D型沖保壓時間大于B型沖,不易出現(xiàn)斷片/裂片問題。
8.5.4壓片工序需考察的重要項目
小試到中試放大,不同壓片速度下的壓力-硬度變化是必須要考察的重要項目,下表及下圖是某仿制藥A片的在菲特壓片機上壓片,考察不同壓片速度下的壓力-硬度變化:
表2:不同轉(zhuǎn)子轉(zhuǎn)速下的各壓片參數(shù)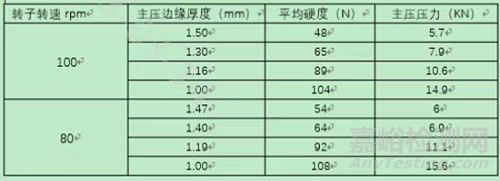
圖8:不同轉(zhuǎn)子轉(zhuǎn)速下主壓力與平均硬度圖
表3:不同硬度樣品在水介質(zhì)中額溶出結(jié)果
1、根據(jù)表2和圖8可知,在不同轉(zhuǎn)子轉(zhuǎn)速下,硬度均隨著壓力的增大而增大;在相同壓力下,不同轉(zhuǎn)子轉(zhuǎn)速下的硬度相同;
2、根據(jù)表3可知,硬度越大,溶出越慢,在48N-89N范圍內(nèi),自制樣品與參比制劑均相似,此考察結(jié)果為后續(xù)大生產(chǎn)提供了依據(jù)。
小結(jié):小試到中試放大生產(chǎn),在充分了解處方工藝開發(fā)過程和知識基礎(chǔ)上,確定關(guān)鍵物料屬性(CMA)和關(guān)鍵工藝參數(shù)(CPP)與關(guān)鍵質(zhì)量屬性(CQA)的關(guān)系;基于風(fēng)險評估的原則,在中試放大生產(chǎn)前,考慮可能出現(xiàn)的問題,從而進行風(fēng)險的規(guī)避;在中試放大生產(chǎn)遇到問題時,能迅速找到問題所在,從而解決問題。













