您當前的位置:檢測資訊 > 法規標準
嘉峪檢測網 2018-12-04 18:24
12月4日,為加強醫療器械產品注冊工作的監督和指導,進一步提高注冊審查質量,國家藥品監督管理局組織制定了《吻(縫)合器注冊技術審查指導原則(2018年修訂)》,全文如下。
吻(縫)合器注冊技術審查指導原則
(2018年修訂)
本指導原則旨在為申請人進行吻(縫)合器(以下簡稱吻合器)注冊申報提供技術指導,同時也為藥品監督管理部門對注冊申報資料的審評提供技術參考。
本指導原則是對吻合器注冊申報資料的一般要求,申請人應依據具體產品的特性對注冊申報資料的內容進行充實和細化,并依據具體產品的特性確定其中的具體內容是否適用,若不適用,需具體闡述其理由及相應的科學依據。
本指導原則是對申請人和審查人員的指導性文件,但不包括注冊審批所涉及的行政事項,亦不作為法規強制執行,如果有能夠滿足相關法規要求的其他方法,也可以采用,但是需要提供詳細的研究資料和驗證資料。應在遵循相關法規和標準的前提下使用本指導原則。
本指導原則是在現行法規和標準體系以及當前認知水平下制定的,隨著法規和標準的不斷完善,以及科學技術的不斷發展,本指導原則相關內容也將進行適時的調整。
一、適用范圍
本指導原則適用于《醫療器械分類目錄》中按照第二類醫療器械管理的吻合器。目前臨床使用的具備“機械吻合”性能的器械種類繁多,本指導原則只收納了產品設計(材料、結構)、生產工藝、技術性能和預期用途已相對成熟的“管型吻合器(含肛腸吻合器)、直線型吻合器、直線型切割吻合器和弧線型吻合器”產品。其他具備吻合功能的產品在設計、功能與預期用途方面與上述產品差異較大,有些產品甚至處于臨床早期應用階段,如皮膚縫合器、腔鏡下使用吻合器未收錄在本指導原則內。
二、技術審查要點
(一)產品名稱要求
吻合器名稱應符合《醫療器械通用名稱命名規則》(國家食品藥品監督管理總局令第19號)的要求,可采用相關國家標準、行業標準上的通用名稱,或以產品結構和適用范圍為依據命名。一般情況下,按照是否重復使用將吻合器分為重復使用和一次性使用兩類,兩類吻合器的結構和功能基本相同。重復使用吻合器又包括完全重復使用和僅吻合器器身重復使用兩種。前者目前已退出市場,后者將吻合器控制擊發部分(即器身)設計為可重復使用,用不銹鋼等材料制成,可高溫高壓滅菌,同時配有一定數量的一次性使用組件,而器身經重復滅菌,在其他病人中繼續應用。這種組合使一臺手術中一把吻合器使用多個吻合組件成為現實,大大降低了手術成本。
通常情況下,吻合器按照吻合后釘的排列形狀和是否帶有切割功能來命名。可重復使用的產品通用名稱為“管型吻合器”“直線型吻合器”“直線型切割吻合器”和“弧線型切割吻合器”等。而預期一次性使用產品應帶有“一次性使用”等字樣。如“一次性使用管型吻合器” “一次性使用直線型吻合器” “一次性使用直線型切割吻合器” “一次性使用弧線型切割吻合器”等。其中管型吻合器又按照用途不同分為管型吻合器(消化道)和肛腸吻合器(或稱為痔吻合器)。
常見的產品名稱舉例:
一次性使用吻合器:
一次性使用管型消化道吻合器及組件
一次性使用直線型吻合器及組件
一次性使用弧線型吻合器及組件
一次性使用直線型切割吻合器及組件
一次性肛腸吻合器及組件
重復使用的吻合器:
管型吻合器或管型吻合器及組件
直線型吻合器或直線型吻合器及組件
直線型切割吻合器或直線型切割吻合器及組件
肛腸吻合器及組件
(二)產品的結構和組成
1.產品的結構和組成
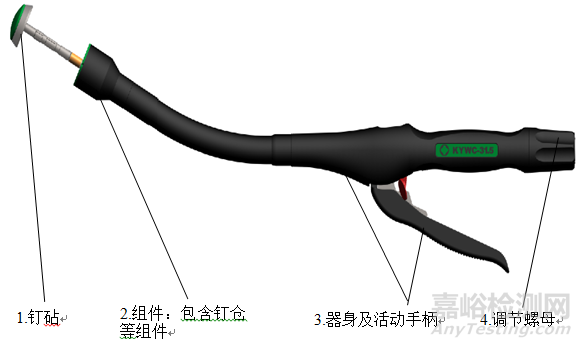
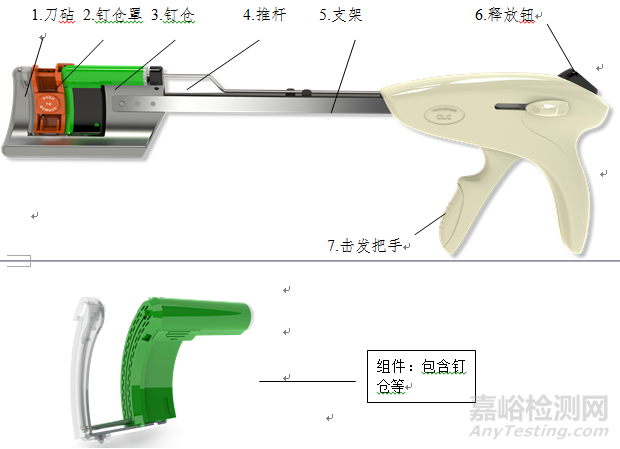
通常情況下每一副完整的吻合器最基礎的組成是釘砧、器身和組件。釘砧又名抵釘座。組件是對吻合器中可更換部分的總稱,通常包括釘倉、推釘片和吻合釘。具備切割功能的組件通常稱為吻切組件。不具備切割功能的吻合器組件習慣稱為吻合組件。在本指導原則中統一稱為“組件”。
在此基礎上為了實現特定的功能或者增加器械的安全有效性,申請人會增加一些其他組成。如用來固定被吻合組織的定位針,用來防止二次擊發的保險機構以及調節旋鈕等等。以下將分別介紹。
2.典型吻合器產品結構示意圖
(1)一次性使用管型(消化道)吻合器
(2)一次性使用直線型吻合器及組件

(3)一次性使用直線型切割吻合器及組件

(4)一次性使用弧線型切割吻合器和組件
(5)一次性使用肛腸吻合器及組件

(三)產品工作原理/作用機理
吻合器工作原理與訂書機相似,故其總稱為Stapler。吻合器通過機械傳動裝置將預先放置在組件中,呈兩排或數排互相平行錯位排列的吻合釘擊入已經對合好、需要吻合在一起的組織內,吻合釘在穿過兩層組織后受到前方釘砧槽的阻擋,向內彎曲,形成類“B”形互相錯位排列,將兩層組織永久性釘合在一起。由于毛細血管可以從類“B”形縫釘的空隙中通過,故不影響縫合部位及其遠端的血液供應,這種釘合可以實現穩定的,張弛合理的,益于被吻合組織愈合的效果。
吻合釘應采用符合生物兼容性(植入)的材料制造(如:鈦)要求。由于吻合釘排列整齊,間距相等,縫合松緊度由標尺控制或有預定控制,避免了手工縫合過疏過密和結扎過緊過松等缺陷,既保證了組織良好的愈合,同時也大大縮短了手術時間。
各種吻合器為達到類“B”型縫釘的縫合,設計的主要部件有釘鉆、組件、擊發手柄,定位針,旋鈕及標記尺等。為了切除吻合后多余組織,滿足臨床對吻合口及吻合效果的要求,還裝備了各種刀具,如環形刀,推刀等。這些部件按一定的操作規程使用,保證組織縫合或吻合口的迅速、準確地完成。具體部件將在各類吻合器中介紹。
1.管型吻合器
管型消化道吻合器(簡稱為管型吻合器):此類型的吻合器是為管腔組織吻合而設計。按釘砧與器械體是否可分離分為分體式和連體式兩類。按照是否可以調節吻合厚度分為可調節和不可調節兩種型式,按照外形可分為彎管型和直管型兩種形式。手術操作時,分別將待吻合的管腔組織兩端套入并收緊荷包固定于釘砧和器械體上。再將釘砧與器械體對合連接,可調節型調節吻合器末端調節旋鈕,將吻合器釘砧和器械體之間收緊至可擊發區域或預定位置,然后進行擊發即完成吻合,同時切除管腔內多余的組織,吻合完成后退出器械。
管型吻合器主要用于消化道重建手術中的吻合口的創建。根據臨床醫生依照解剖學原理,一般將管身設計為直型和彎型兩種類型。其中以彎型最常用,并按吻合器釘砧直徑不同劃分為若干規格,不同直徑的管腔組織可選擇不同的規格。
肛腸吻合器:是管型吻合器的一種,此類吻合器專為肛腸手術設計,原理上與管型吻合器基本相同,在使用過程中需要與組件包配套使用。
使用該類吻合器進行的手術又稱為PPH(Procedure for Prolapsed and Hemorrhoids),即:痔上黏膜與黏膜下層切除術
2.直線型吻合器
這種吻合器根據閉合間隙是否可調分為固定間隙和可調間隙兩種型式。這種吻合器可將組織進行直線型縫合。將組織放在組件和釘砧之間,安置好定位針,根據組織厚度標尺設定好適合的厚度,扳動擊發手柄,縫釘驅動器即將兩排平行錯位的縫釘植入組織并彎曲成類“B”形,和訂書機原理一樣,牢固地將兩層組織釘合封閉。這種吻合器無切割功能,在松開吻合器前,須沿縫合器邊緣,切除多余組織。
這種吻合器的組件可以更換,并設計有防止二次擊發和誤擊發裝置。吻合后釘的排列形狀通常呈直線形,適用于消化道重建和臟器切除手術中的殘端或切口的關閉。因需要閉合組織的寬度和厚度不同,設計了多種規格長度、厚度的器械和組件供臨床選用,同一臺手術,一把直線型吻合器可更換多個長度一致組件。為配合臨床合理機動使用,組件可做單獨無菌包裝。
3.直線型切割吻合器
直線型切割吻合器根據切割刀的裝配位置分為器身帶刀和組件帶刀兩種型式。產品設計了可以同時在組織的兩側各擊入數排(常見的為兩排)直線、平行錯位排列的縫釘,用以釘合組織。使用時,將手柄壓下兩層組織進行固定以后,推動擊發鈕,向前方推進,推進過程中推刀在兩側已縫合好的組織之間進行切割離斷。平行的吻合釘相互錯位排列,可以很好地防止出血和滲漏。目前臨床廣泛應用于消化道重建及臟器切除手術中的吻合口創建和殘端或切口的關閉,是一種同時能完成吻合與閉合二大功能的器械。同一臺手術一把直線型切割吻合器可更換多個長度一致的組件。為配合臨床合理機動使用,組件可做單獨無菌包裝。
4.弧線型切割吻合器
弧線型切割吻合器是在直線型吻合器和管型吻合器基礎上設計開發出來的,彌補了手術視野暴露困難時,直線型切割吻合器無法順利操作的缺陷。弧線型切割吻合器組件可以置換。同一臺手術一把弧線型切割吻合器可更換多個組件。為配合臨床合理機動使用,組件可做單獨無菌包裝。
弧線型切割吻合器臨床用于消化道重建和臟器切除手術中的殘端或切口的關閉,該器械由于特別的弧形頭設計,特別適用于盆腔底部手術暴露困難的部位。
(四)注冊單元劃分的原則和實例
產品的注冊單元以技術結構、性能指標和預期用途為劃分依據。用于同一臺手術中可更換的組件,可以作為一個注冊單元。
例如:
重復使用的吻合器及組件與一次性使用的吻合器及組件應分別作為獨立的注冊單元;
用于腹部手術的管型吻合器與用于肛腸的痔吻合器應分別作為獨立的注冊單元;
直線型吻合器與直線型切割吻合器應作為獨立的注冊單元;
弧線型吻合器應作為獨立的注冊單元;
同一預期用途的連體式或分體式管型吻合器可作為同一注冊單元;
同一預期用途的器身帶刀和組件帶刀的直線型切割吻合器可作為同一注冊單元;
同一預期用途的固定間隙和可調間隙直線型切割吻合器可作為同一注冊單元。
(五)產品適用的相關標準
表1 相關產品標準
|
標準標號 |
標準名稱 |
|---|---|
|
GB/T 230.1—2009 |
《金屬材料洛氏硬度試驗 第1部分:試驗方法》(A、B、C、D、E、F、G、H、K、N、T標尺) |
|
GB/T 1220—2007 |
《不銹鋼棒》 |
|
GB/T 4340.1—2009 |
《金屬材料維氏硬度試驗第1部分:試驗方法》 |
|
GB/T 3280—2015 |
《不銹鋼冷軋鋼板和鋼帶》 |
|
GB/T 13810—2017 |
《外科植入物用鈦及鈦合金加工材》 |
|
GB/T 14233.1—2008 |
《醫用輸液、輸血、注射器具檢驗方法第1部分:化學分析方法》 |
|
GB/T 14233.2—2005 |
《醫用輸液、輸血、注射器具檢驗方法 第2部分:生物學試驗方法》 |
|
GB/T 16886.1—2011 |
《醫療器械生物學評價第1部分:風險管理過程中的評價與試驗》 |
|
GB/T 16886.5—2017 |
《醫療器械生物學評價第5部分:體外細胞毒性試驗》 |
|
GB/T 16886.10—2017 |
《醫療器械生物學評價第10部分:刺激與皮膚致敏試驗》 |
|
GB/T 12672—2009 |
丙烯腈—丁二烯—苯乙烯(ABS)樹脂 |
|
GB 4806.6—2016 |
食品安全國家標準食品接觸用塑料樹脂 |
|
YY/T 0149—2006 |
《不銹鋼醫用器械 耐腐蝕性能試驗方法》 |
|
YY/T 0171—2008 |
《外科器械包裝、標志和使用說明書》 |
|
YY/T 0245—2008 |
《吻(縫)合器通用技術條件》 |
|
YY/T 0466.1—2016 |
《醫療器械用于醫療器械標簽、標記和提供信息的符號第1部分:通用要求》 |
|
YY 0875—2013 |
《直線型吻合器及組件》 |
|
YY 0876—2013 |
《直線型切割吻合器及組件》 |
|
HG/T 2503—1993 |
《聚碳酸酯樹脂》 |
|
2015年版 |
《中華人民共和國藥典》 |
上述標準包括了對產品技術要求檢驗方法中經常涉及到的標準。有的企業還會根據產品的特點和用途引用一些行業外的標準和一些較為特殊的標準。審評人員應密切關注其合理性。
如有新版強制性國家標準、行業標準發布實施,產品性能指標等要求應執行最新版本的國家標準、行業標準。
(六)產品的適用范圍/預期用途/禁忌癥
產品具體適用范圍與預期用途應與申報產品設計、性能、配置等一致,并有相應的臨床評價資料和/或臨床試驗資料支持。
例如:直線型切割吻合器若預期用于肺切除手術,則吻合器應進行特別的設計確認,以保證組織能被可靠吻合切除。
常見產品的預期用途如下:
1.管型吻合器:主要用于消化道重建手術中的吻合口的創建。
2.肛腸(痔)吻合器:用于齒狀線上黏膜選擇性切除。
3.直線型吻合器:主要用于消化道重建及臟器切除手術中的殘端或切口的閉合。
4.直線型切割吻合器:主要用于消化道重建及其他臟器切除手術中的吻合口創建及殘端或切口的閉合。
5.弧線型切割吻合器:主要用于消化道重建及臟器切除手術中吻合口創建及殘端或切口的閉合。
(七)產品的主要風險
1.企業必須按質量體系的要求建立風險管理控制程序。應依據YY/T 0316—2016《醫療器械風險管理對醫療器械的應用》的要求,對吻合器整個生命周期過程中的風險進行有效的分析、評價和控制,并對全部剩余風險的可接受進行評估,使產品的收益大于風險。
企業應建立風險管理文檔,具有風險分析方法:
(1)在對風險的判定及分析中,要考慮合理的可預見的情況,它們包括:正常使用條件下;非正常使用條件下。
(2)風險判定及分析應包括:對于患者的危害;對于操作者的危害;對于環境的危害。
(3)風險形成的初始原因應包括:原材料選擇不當;設計;生產風險;運輸與防護不當等;人為因素包括不合理的操作;適用錯誤、綜合危害;環境條件。
(4)風險判定及分析考慮的問題包括:產品原材料生物學危害;產品質量是否會導致使用中出現不正常結果;操作信息,包括警示性語言、注意事項以及使用方法的準確性;留置使用可能存在的危害等。
2.企業應建立風險分析清單
吻合器風險管理報告應符合YY/T 0316—2016《醫療器械風險管理對醫療器械的應用》的有關要求,審查要點包括:
(1)產品定性定量分析是否準確(依據YY/T 0316—2016 附錄A);
(2)危害分析是否全面(依據YY/T 0316—2016附錄E);
(3)風險可接收準則,降低風險的措施及采取措施后風險的可接收程度,是否有新的風險產生。能按運輸儲存要求對產品進行防護,造成產品破損,污染產品。根據YY/T 0316—2016《醫療器械風險管理對醫療器械的應用》附錄E對該產品已知或可預見的風險進行判定,產品在進行風險分析時至少應包括以下的主要危害,企業還應根據自身產品特點確定其他危害。針對產品的各項風險,企業應采取應對措施,確保風險降到可接受的程度。
表2 產品主要風險示例
|
風險類別 |
具體示例 |
|---|---|
|
設計不當風險 |
吻合器機械系統設計不當,器身及吻合釘材料選擇不當,導致不能有效切割或吻合。 |
|
生物相容性風險 |
選用不適當的材料; 滅菌未確認或未按已確認的參數滅菌; 未能按運輸儲存要求對產品進行防護,造成產品破損,污染產品; 超過有效期使用; 包裝不符合要求或老化; 產品零件生銹; 產品重復使用導致患者受到感染和/或手術失敗; 使用完后,未按醫療垃圾處理; 未按要求對生產環境進行控制; 零部件未按要求清洗; 清洗用水不符合要求。 |
|
制造過程風險 |
采購不當;零部件加工精度不當,部件互換性差;裝配調整不當;不合格品未被檢出;發生缺釘/掉釘現象;包裝不當;滅菌有效性未被充分確認/驗證。 |
|
運輸和貯藏風險 |
不恰當的包裝;污染;防護不當運輸中吻合釘脫位/脫落;貯藏環境不當。 |
|
處置和廢棄風險 |
沒提供信息或提供信息不充分;錯誤使用。 |
|
使用風險 |
明示應由經培訓的專業人員使用;組件大小選擇不當,造成使用錯誤。 標記:包裝標記不當,如會產生重復使用的危害,引起交叉感染; 對一次性使用的醫療器械很可能再次使用的危害警告不適當,造成重復使用; 不完整的使用說明書,造成操作錯誤; 性能特征不恰當的描述,造成錯誤使用; 不適當的預期使用規范,造成錯誤使用; 操作說明書的遺失,造成錯誤使用; 所用附件規范不適當,造成錯誤使用; 非預期使用; 使用者未按規范程序使用。 |
|
其它風險 |
漏裝釘; 未在吻合區進行吻合; 吻合釘成形不良; 嚴重粘膜水腫; 管壁肌層過厚或過薄; 縫釘機械性能不符合要求; 材料強度小; |
(八)產品的研究要求
1.產品性能研究
應提交產品性能的研究資料以及產品技術要求的研究和編制說明,主要包括產品技術要求內容和說明書中所宣稱的物理性能、化學性能、生物性能以及與質量控制相關的其他方面的指標要求、采用標準及試驗方法的理論基礎或實施依據。產品的性能要求及試驗方法可參考YY/T 0245—2008《吻(縫)合器通用技術條件》、YY 0875—2013《直線型吻合器及組件》、YY 0876—2013《直線型切割吻合器及組件》中的適用部分進行制定。
若產品帶有配合使用的附件,應分別列出附件的材料、尺寸、性能要求。
2.生物相容性評價研究
對吻合器中與人體接觸的部件,如抵釘座、釘倉等應按照GB/T 16886《醫療器械生物學評價》系列標準對吻合器進行生物相容性評價。一般應評價的項目包括細胞毒性、致敏和皮內反應等。
吻合釘目前多采用鈦、鈦合金或純鉭材料。制成吻合釘的純鈦、鈦合金材料應符合GB/T 13810中鈦或鈦合金材料的化學成分要求;制成吻合釘的純鉭材料應符合ISO 13782中純鉭材料(Tal)的化學成分要求。選用表面改性處理的純鈦、鈦合金、純鉭或其他材料,應按照GB/T 16886《醫療器械生物學評價》系列標準對吻合釘進行生物相容性評價研究,一般包括但不限于細胞毒性、致敏、皮內反應、急性毒性、亞慢性毒性、遺傳毒性和植入后局部反應。
3.滅菌工藝研究
(1)應明確滅菌工藝(方法和參數)及其選擇依據和無菌保證水平(SAL),并提供滅菌確認報告。吻合器的無菌保證水平(SAL)應達到1×10—6。
(2)對于可重復使用的吻合器,應當明確推薦的滅菌工藝(方法和參數)及推薦滅菌方法的確定依據,提供器械對所推薦滅菌方法耐受性的研究資料。
(3)殘留毒性:若滅菌使用的方法容易出現殘留,如環氧乙烷滅菌,應當明確殘留物信息及采取的處理方法,并提供研究資料。
4.產品有效期和包裝研究
產品貨架有效期是指產品在一定的溫度、濕度、光線等條件的影響下保持其物理、化學、生物學和微生物學性質的期限。有效期的研究應貫穿于產品研究與開發的全過程,在產品上市后還應繼續進行有效期的研究。
貨架有效期包括產品有效期和包裝有效期。貨架有效期驗證可采用加速老化或實時老化的研究,實時老化的研究是唯一能夠反映產品在規定儲存條件下實際穩定性要求的方法。對于包裝的有效期驗證,建議申請者提交在選擇恰當的材料和包裝形式,并檢測合格后的最終成品包裝的初始完整性和維持完整性的檢測結果。
在進行加速老化試驗研究時應注意:產品選擇的環境條件的老化機制應與宣稱的貯存、運輸環境條件下產品老化的機制相匹配,不應相背離。加速老化研究報告中應明確試驗溫度、濕度、加速老化時間的確定依據。
產品包裝驗證可依據有關國內、國際標準進行(如GB/T 19633.1、GB/T 19633.2、ASTM D4169等),提交產品的包裝驗證報告。包裝材料的選擇應至少考慮以下因素:包裝材料的物理化學性能;包裝材料的毒理學特性;包裝材料與產品的適應性;包裝材料與成型和密封過程的適應性;包裝材料與滅菌過程的適應性;包裝材料所能提供的物理、化學和微生物屏障保護;包裝材料與使用者使用時的要求(如無菌開啟)的適應性;包裝材料與標簽系統的適應性;包裝材料與貯存運輸過程的適合性。其包裝驗證的資料內容應與包裝說明中給出的信息相符。
吻合器與組件分開包裝的,應分別對其有效期和包裝進行研究。
(九)產品技術要求的主要性能指標
本條款給出吻合器需要考慮的基本技術性能指標,其中對產品的技術要求主要參照YY/T 0245—2008《吻(縫)合器通用技術條件》、YY 0875—2013《直線型吻合器及組件》、YY 0876—2013《直線型切割吻合器及組件》。此外企業可參考相應的國家標準、行業標準,根據企業自身產品的技術特點制定相應的要求。以下如有不適用條款(包括國家標準、行業標準要求),企業應在產品注冊資料中加以說明。
1.材料
應明確參照YY/T 0245—2008《吻(縫)合器通用技術條件》、YY 0875—2013《直線型吻合器及組件》、YY 0876—2013《直線型切割吻合器及組件》或相關國家標準、行業標準要求寫出吻合器的全部制作材料及其材料標準(包括吻合釘)。
2.靈活性
(1)吻合器開閉應靈活,不應有卡滯現象
(2)吻合器的組件與器身架應能順利地裝配和拆卸;各移動部位應能順利推動,不得有卡住、松動現象;組件裝入器身應牢固,吻合釘不得脫落變形。
(3)吻合器的保障機構(釋放鈕、關閉柄)開閉應靈活,使用應安全。彈簧應有足夠彈性,當松開手柄時能迅速復位。
3.裝配性
(1)吻合器組件更換應方便、定位可靠。
(3)組件經甩動后吻合釘不應露出釘倉表面。
4.鋒利度
(1)直線型切割刀刃口應鋒利,切割力應不大于0.80N。
(2)環形刀刃口應鋒利,當切割3—0真絲捻制不涂層縫合線時,其切割力應不大于1.6N。
5.吻合和切割功能
(1)管型吻合器應有良好的吻合和切割性能,能按申請人規定要求成型,吻合釘應成類“B”字形,無不良成型現象;環形刀不得有卷刃、崩刃,能切割試驗材料,且切割邊緣應整齊,無毛邊。
(2)線型切割吻合器應具有良好的吻合和切割性能,更換組件,作不少于5次切割吻合,其每次吻合后的縫釘應成類“B”字形。
(3)吻合后的切割邊緣應整齊,無毛邊。
(4)線型切割吻合器每次吻合線長度比切割線長度至少長1.5倍釘長。
6.吻合口的耐壓性能
經吻合器縫合后的縫合口應能承受不小于3.6kPa的壓力,在15s內漏水不超過10滴。
7.吻合器應具有空釘倉保護裝置,并保持其可靠性。
8.硬度
重復使用的抵釘座的硬度應不小于35 HRC。采用20Cr13材料制成的部件應經熱處理,其硬度為40HRC—48HRC;切割刀的硬度應不低于377HV0.2。(申請人也可根據自己產品的性能制定部件和切割刀的硬度,但是需要提供完整的驗證資料予以證明)。
9.表面粗糙度:吻合器外露金屬表面粗糙度Ra≤0.8μm。
10.耐腐蝕性能:重復性使用吻合器切割刀、抵釘座的耐腐蝕性能應符合YY/T 0149中5.4b級的規定
11.包裝密封
(1)一次性使用吻合器及組件的包裝應密封完好。
(2)一次性使用吻合器及組件的包裝封口剝離強度不小于0.10 N/mm。剝離后兩接觸表面應光滑且連續均勻,無分層或撕裂現象。
12.外觀
(1)吻合器外表光滑、輪廓清晰、無毛刺、劃傷、銹跡等缺陷。
(2)吻合器外表面上的字跡、標志清晰,不得有錯位、歪斜等缺陷。
(3)吻合釘釘頭應尖銳,表面不得有毛刺、飛邊等缺陷;切割刀應鋒利,不得有卷刃、崩刃。
13.尺寸
吻合器的尺寸應符合產品技術要求中的規定。
14.滅菌:
(1)一次性使用吻合器及組件經已確認過的滅菌過程進行滅菌,產品應無菌。
(2)如采用環氧乙烷滅菌,一次性使用吻合器及組件的環氧乙烷殘留量應不大于10 μg/g。
15.生物學評價
(1)吻合釘,選用表面作改性處理(包括表面涂層、酸蝕及其他表面處理)的純鈦、鈦合金材料和純鉭材料制成的吻合釘的生物學評價應符合GB/T 16886.1的規定。
(2)吻合器及組件的細胞毒性應不大于1級。
(3)吻合器及組件遲發型超敏反應的等級應不大于1。
(4)吻合器及組件皮內反應的計分應不大于1。
16.吻合器附件(若有)要求:應分別列出附件的材料、尺寸、性能要求;此外根據不同材料特性,由企業決定是否對吻合器及組件的化學性能提出要求。
(十)同一注冊單元內注冊檢驗典型性產品確定原則和實例
同一注冊單元中的典型產品是指能夠代表本注冊單元內其他產品安全性和有效性的產品。其功能最齊全、結構最復雜、規格型號風險最高的產品。
典型產品的確定可以通過比較同一注冊單元內所有產品的技術結構、性能指標和預期用途等相應資料,說明其能夠代表本注冊單元內其他產品的安全性和有效性。
舉例:
一次性使用管型吻合器及組件:連體式和分體式中最具代表性產品,以此類推。
(十一)產品生產制造相關要求
產品的檢測包括出廠檢驗和型式檢驗。出廠檢驗應根據產品特點要求,至少應包括外觀、尺寸、使用性能(2、3、5.1)、吻合口耐壓(按規格大中小抽樣)、表面粗糙度、無菌、環氧乙烷殘留(若有)等。國家標準或行業標準對出廠檢測項目有要求的,按要求執行。
型式檢驗應為產品技術要求的全性能檢驗,如有未檢驗項目應加以說明。
(十二)產品的臨床評價要求
1.臨床試驗機構應為國家藥品監督管理部門認定公布的臨床試驗基地。臨床試驗應按照《醫療器械注冊管理辦法》(國家食品藥品監督管理總局令第4號)和《醫療器械臨床評價技術指導原則》(國家食品藥品監督管理總局通告2015年第14號)的要求進行,同時應注意以下要求:
(1)確保受試人群、受試部位具有代表性,充分考慮成人與小兒、均勻組織與不均勻組織的差別。
(2)明確產品種類、規格以及在臨床試驗中的預期用途。
(3)試驗持續時間應根據受試者的狀況和產品預期用途以及統計學的要求確定。
(4)臨床對照一般采取隨機同期對照的方式,即受試者隨機分配至試驗組和對照組,同期進行臨床試驗,最后將結果進行比較。應明確對照產品注冊證號、生產廠家等信息。
(5)應明確進行臨床研究的科室、臨床負責人、參與者等信息。
2.若提交同類產品臨床試驗資料或臨床文獻資料的醫療器械,則應滿足《醫療器械注冊管理辦法》和《醫療器械臨床評價技術指導原則》的要求。
3.如產品已列入臨床豁免,則應執行上述第2條。
(十三)產品的不良事件歷史記錄
根據文獻記載,吻合器產品在臨床中出現的不良事件主要有:出血、吻合口漏、吻合口狹窄、局部組織壞死等。鼓勵申請人積極收集并全面分析上報吻合器相關可疑不良事件。
(十四)產品說明書和標簽要求
產品說明書、標簽和包裝標識的編寫應符合《醫療器械說明書和標簽管理規定》(國家食品藥品監督管理總局令第6號)、YY/T 0466.1—2016《醫療器械用于醫療器械標簽、標記和提供信息的符號第1部分:通用要求》和YY/T 0171—2008《外科器械包裝、標志和使用說明書》的要求。同時應注意以下要求:
1.根據臨床試驗資料、專家審評意見等有關技術文件,明確產品的適用人群(成人、小兒等)、適應癥和禁忌癥;
2.對產品使用方法,尤其是帶有安全保障系統的,如防止二次擊發的機構,如何使用應進行詳細說明;
3.對應用部位(組織器官)進行說明;
4.應提示對產品材料過敏者禁用;
5.應提示一次性使用(若是),用后銷毀,包裝如有破損,嚴禁使用;
6.應提示滅菌方式(若以無菌形式提供);
7.其他必要的警示:如僅供經培訓的專業人員使用和嚴禁二次使用等。
三、審查關注點
(一)申報產品的規格型號是否能滿足一個注冊單元要求,申報事項是否準確,命名是否合理。
(二)產品技術要求應按國家藥品監督管理部門對境內第二類醫療器械注冊審批的要求編寫。重點關注制作材料的選擇和依據、結構組成描述應完整(尤其要包括全部選配件和附件,如擴肛器等)、外購和自制部件明確說明、結構性能和臨床一致、主要技術指標符合YY/T 0245—2008《吻(縫)合器通用技術條件》、YY 0875—2013《直線型吻合器及組件》和YY 0876—2013《直線型切割吻合器及組件》的要求,如有其他增設和刪減必須提供科學依據、工藝流程應規范。延續/變更注冊的產品應該詳細準確說明與上次注冊的變化和原因及依據。
(三)產品風險分析資料要審查產品的主要風險(包括設計、材料、加工途徑、滅菌、使用等方面)是否已經列舉,控制措施是否有效,風險是否降到可接受的程度之內。
(四)產品技術要求編寫應符合《醫療器械產品技術要求編寫指導原則》(國家食品藥品監督管理總局通告2014年第9號),內容是否符合YY/T 0245—2008《吻(縫)合器通用技術條件》、YY 0875—2013《直線型吻合器及組件》和YY 0876—2013《直線型切割吻合器及組件》及有關標準的要求。
(五)產品性能型式檢驗報告的完整性,按產品技術要求應檢項目不得缺項,檢驗結論及意見等。
(六)產品預期用途,從醫療器械注冊申請表、產品技術要求、產品風險分析資料、產品使用說明書、實質性等同產品、臨床文獻等方面敘述的是否一致。

來源:AnyTesting


