您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2025-03-11 16:15
氫能憑借其清潔環保、可規模儲輸等優點,在能源結構中扮演著重要的角色。氫燃料電池汽車的推廣是應用氫能的重要途徑之一,而氫氣的安全儲存是實現氫能汽車大規模商業化應用的關鍵。
當前車用高壓儲氫氣瓶多采用碳纖維全纏繞方法制備,從內到外依次是鋁內膽或塑料內膽、碳纖維纏繞層和玻璃纖維保護層。碳纖維纏繞層通常承擔一半以上的內壓載荷,一旦產生氣孔、夾雜、分層、纖維斷裂等損傷將帶來嚴重安全隱患。
氫氣瓶的多層結構對氫氣瓶無損檢測的實施以及相關標準的制訂帶來了巨大挑戰。常規超聲信號在碳纖維纏繞層內衰減嚴重、射線影像重疊造成圖像干擾,難以有效檢測纏繞層缺陷。
雖然國內外已制定氫氣瓶產品標準和定期檢驗標準,但其規定的纏繞層無損檢測仍以目視表面檢查為主,仍難以檢測識別氫氣瓶的內部缺陷,從而制約了氫能汽車的快速發展。
工業計算機層析成像技術(工業CT技術)通過射線投影數據重建被測物體的斷層物理特征分布,能直觀展示三維內部結構和二維切片圖像,較適用于解決纏繞層的檢測難題。
1.車用儲氫氣瓶的工業CT檢測
車用鋁內膽碳纖維全纏繞儲氫氣瓶筒體和封頭段(型號為CHG3-259-28-35T/A),以及從筒體機加工得到的碳纖維纏繞層試件(邊長20 mm)如圖1所示。儲氫氣瓶外徑為280 mm,公稱工作壓力為35 MPa。筒體的橫截面照片顯示,碳纖維在自然光下顯現出黑色和灰色區域交替分布狀態。
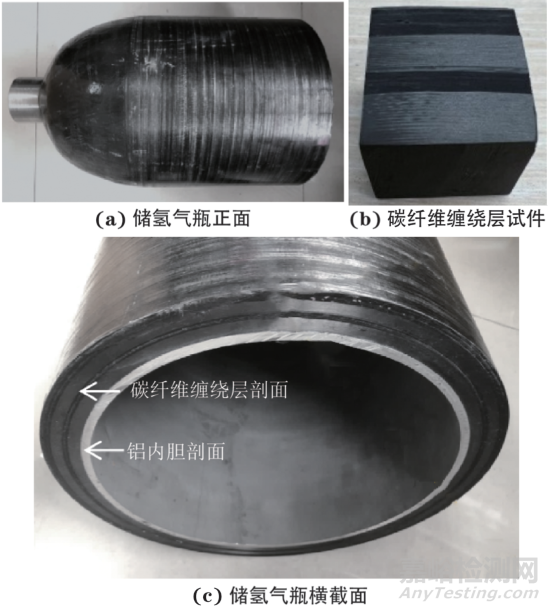
圖1 儲氫氣瓶實物與碳纖維纏繞層試件
選用微米級焦點CT(焦點尺寸為4 μm,型號nanoVoxel-4000,天津三英精密儀器股份有限公司生產)。配備的X射線源管電壓為20~225 kV,像素為3072×3072、配備像素間距為140 μm和有效成像視野為430 mm×430 mm的大視場平板探測器,以保證射線能穿透儲氫氣瓶,并投影至平板探測器。工業CT掃描儲氫氣瓶現場如圖2所示。
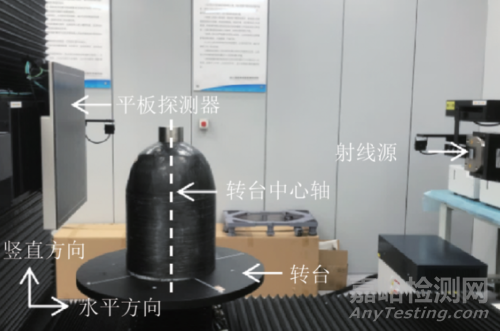
圖2 工業CT掃描出氫氣瓶現場
基于濾波反投影算法,利用Voxel Studio Recon軟件對被測物體投影數據完成三維圖像重建。使用VGSTUDIO MAX軟件對儲氫氣瓶缺陷進行工業CT圖像分析。缺陷等尺寸的平均值與標準偏差基于不少于20個樣本數據統計得出。
利用工業CT的幾何放大成像原理,采用整體掃描和局部掃描的方式,可以獲得儲氫氣瓶纏繞層的多尺度CT圖像。在儲氫氣瓶旋轉空間允許的前提下,將氣瓶局部以及碳纖維纏繞層試件作為被測區域盡量靠近射線源,可以最大限度地獲得高放大倍數CT圖像。纏繞層的CT圖像體素尺寸涵蓋了12~101 μm。
2.多尺度工業CT檢測結果分析
儲氫氣瓶整體
儲氫氣瓶整體掃描的工業CT圖像(體素尺寸101 μm)如圖3所示,圖中箭頭指出了分層缺陷的位置。
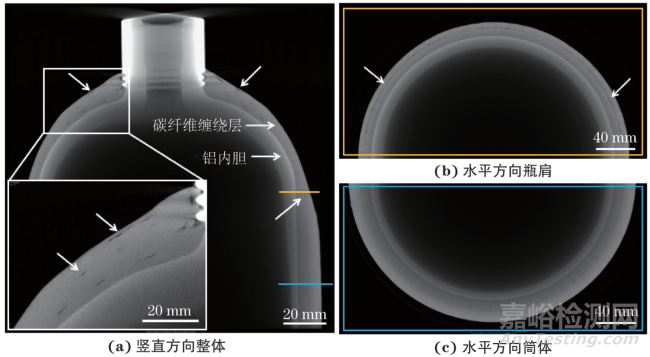
圖3 儲氫氣瓶整體CT掃描圖像
根據圖3a中顯示出的儲氫氣瓶CT圖像的灰度差異,可以清晰分辨鋁內膽和碳纖維纏繞層,其中鋁內膽的CT圖像亮度高于碳纖維纏繞層。
通常CT圖像灰度值與材料密度成一定比例關系,密度大的物質對應的CT圖像灰度值更高,圖像更亮。鋁內膽的圖像亮度較高是由于鋁內膽的密度大于碳纖維纏繞層的密度。
試驗使用的X射線源產生的X射線具有連續波長,當射線穿過被測物體時會發生射束硬化,低能光子的衰減大于高能光子,導致CT圖像中物體邊緣的亮度高于內部亮度。因此,瓶口和鋁內膽的CT圖像亮度由外向內是逐漸降低的。
根據CT圖像灰度值差異也可判別碳纖維纏繞層分層缺陷,其主要集中于儲氫氣瓶的瓶頸和瓶肩處。
從瓶頸沿豎直方向的CT圖像可見,分層缺陷的取向平行于碳纖維纏繞層的鋪層方向,且在其下方顯示出了鋁內膽瓶頸處外表面的凹陷。碳纖維的張力使得纏繞層在包裹凹面時易產生分層缺陷。
除瓶頸外,瓶肩是分層缺陷的另一集中區域,如圖3b所示的沿水平方向的瓶肩處CT圖像,切片位置見圖3a中的橫線。
在筒體處,碳纖維纏繞層以螺旋和環向方式纏繞著鋁內膽。而在瓶頸和瓶肩處,鋁內膽被碳纖維纏繞層以螺旋方式纏繞。筒體與瓶肩的纏繞方式不同,導致靠近筒體的瓶肩處易產生分層缺陷。
另外,從筒體處的水平方向CT圖像中可以隱約看到纖維層的一半厚度處存在異常灰度值區域,但因CT圖像分辨率不高,無法確定圖像特征類型。
瓶頸和瓶肩處的分層缺陷厚度分別測得為0.38±0.13 mm和0.31±0.04 mm。整體掃描CT圖像的體素尺寸為101 μm,說明CT檢測出的最小缺陷尺寸接近體素尺寸的3倍。
以上缺陷檢測尺寸符合GB/T 38535—2020《纖維增強樹脂基復合材料工業計算機層析成像(CT)檢測方法》的缺陷檢測要求,即最小缺陷特征至少由2×2個體素顯示。
儲氫氣瓶局部
儲氫氣瓶局部掃描的工業CT圖像(體素尺寸為37 μm)如圖4所示,可知CT圖像放大倍數的提高,使得瓶肩和筒體處細小的分層缺陷可以顯現。

圖4 儲氫氣瓶局部CT掃描圖像
經統計,瓶肩處的分層缺陷厚度為0.23±0.10 mm,包含了整體掃描發現的厚度為0.3 mm左右的分層缺陷,以及厚度低至0.1 mm左右的缺陷。兩種缺陷均集中分布在靠近纏繞層外表面的一側,如圖4b所示。瓶肩包含兩種厚度特征的缺陷,因此局部掃描得到的瓶肩分層缺陷厚度標準偏差(0.10 mm)較大。
與整體掃描儲氫氣瓶不同,利用局部掃描可以觀察到筒體處的分層缺陷和玻璃纖維層,如圖4d所示。
分層主要分布在纏繞層中間和靠外表面一側。分層缺陷厚度為0.11±0.02 mm,該缺陷尺寸與瓶肩處較薄的分層缺陷厚度相當。整體掃描CT圖像體素尺寸為101 μm,該缺陷由小于2×2個的體素顯示,因此在圖3a中未發現筒體處的分層缺陷。
此外,因局部掃描CT圖像放大倍數的提高,玻璃纖維層可被清晰觀察到。經統計,玻璃纖維層的厚度為0.21±0.05 mm。在整體掃描CT圖像中,玻璃纖維層僅由2個體素尺寸組成。射束硬化產生的偽影,使得CT圖像近表面區域的灰度值高于被檢測物體內部,即玻璃纖維層被“射束硬化”偽影干擾,從而難以被識別。
碳纖維纏繞層試件
碳纖維纏繞層試件能夠接近射線源,CT圖像具有高放大倍數和低體素尺寸(12 μm)。如圖5a所示,根據沿儲氫氣瓶豎直方向的碳纖維纏繞層CT圖像特征,可將其劃分為4個區域、2種類型,如虛線框所示。

圖5 碳纖維纏繞層試件CT掃描圖像及實物
結合圖5b和圖5c以及試件實物,可知碳纖維外表面的黑色區域對應碳纖維螺旋纏繞區域,其內部分層缺陷尺寸較大;灰色區域可能對應環向纏繞區域,其內部分層缺陷尺寸較小。
螺旋和環向區域的共同特點是一定厚度的分層缺陷將纏繞層規律性地分隔。經統計,螺旋和環向纏繞區域單層纏繞層厚度分別為0.20±0.04 mm和0.17±0.03 mm。
統計碳纖維纏繞層試件分層缺陷厚度(圖5d)后,認為螺旋和環向纏繞區域內分別存在兩種類型的分層缺陷。
對于螺旋纏繞區域,分層缺陷由纏繞層層間間隙,以及與纏繞層單層厚度相當的分層缺陷組成,厚度分別為0.04±0.01 mm和0.13±0.04 mm。纏繞層層間間隙厚度較薄,其可能在氣瓶制造中產生,也可能在機加工過程中產生,原因尚不明朗。
然而,與纏繞層單層厚度(0.20±0.04 mm)相當的分層缺陷(0.13±0.04 mm)是螺旋纏繞層不連續纏繞導致的,屬于儲氫氣瓶固有的分層缺陷。
對于環向纏繞區域,分層缺陷主要有豎直方向和水平方向的纏繞層層間間隙,分層缺陷厚度為0.03±0.01 mm。
螺旋纏繞層中較厚分層缺陷的存在,導致在圖5a和圖5e中螺旋纏繞區域的孔隙率高于環向纏繞區域。另外,肉眼直接觀察拋光后的碳纖維外表面,也可以發現黑色螺旋纏繞區域的凹坑較多。
3.纏繞層分層缺陷的分類及成因分析
根據分層缺陷厚度,可將其分為厚度約為0.3,0.1,0.03 mm的缺陷,分別命名為Ⅰ類分層、Ⅱ類分層和Ⅲ類分層,分類匯總如表1所示。其中,纏繞層單層厚度取CT測量結果0.2 mm,以計算分層缺陷厚度與纏繞層單層厚度的比值。
表1 儲氫氣瓶纏繞層分層缺陷的分類匯總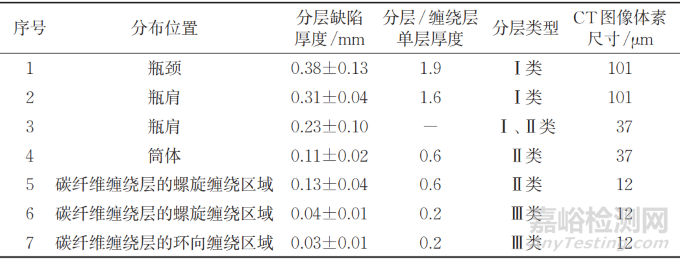
Ⅰ類分層
主要出現在儲氫氣瓶的瓶頸和瓶肩處,其缺陷厚度分別為0.38±0.13 mm和0.31±0.04 mm,其是鋁內膽瓶頸處外表面存在凹面、瓶肩附近豎直方向上纏繞層的螺旋/環向纏繞方式不同導致纏繞層橋接,使得纏繞層層間無法緊密貼合而產生的,厚度大于纏繞層單層厚度。
此類缺陷使用儲氫氣瓶工業CT整體掃描可以檢出,CT圖像體素尺寸為101 μm。
Ⅱ類分層
主要出現在螺旋纏繞區域內,在瓶頸、瓶肩和筒體均有分布,其分層缺陷厚度約為0.1 mm。該缺陷屬于儲氫氣瓶在制造過程中產生的固有缺陷。產生原因是螺旋纏繞層纏繞不連續。因碳纖維的張力作用,分層缺陷的厚度小于纏繞層單層厚度,厚度比值為0.6。
此類缺陷使用儲氫氣瓶工業CT局部掃描以及碳纖維纏繞層試件的整體掃描均可檢出,CT圖像體素尺寸分別為37 μm 和12 μm。
Ⅲ類分層
存在于環向和螺旋纏繞區域的纏繞層層間間隙,厚度約為0.03 mm,其厚度與纏繞層單層厚度的比值為0.2。
與Ⅰ類和Ⅱ類不同,Ⅲ類分層的產生原因尚不明確,因為碳纖維纏繞層試件是從儲氫氣瓶筒體部位機加工得到的,在制樣過程中可能引起纏繞層樹脂基體開裂。
4.工業CT檢測結果驗證
利用金相顯微鏡(型號為Leica DMi8C)和掃描電鏡(型號為ZEISS EVO 18)觀察碳纖維纏繞層表面的分層缺陷形貌。碳纖維纏繞層表面使用碳化硅砂紙磨平,然后使用拋光布將試件表面的劃痕去除,以獲得平整的金相觀察表面。
碳纖維纏繞層表面(平行于圖5d所在平面)的顯微組織特征如圖6所示。

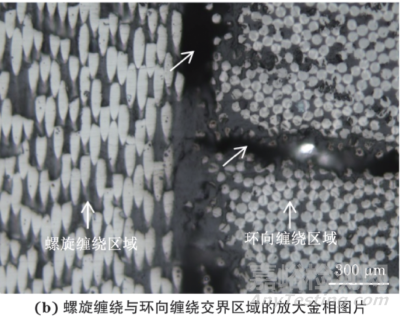
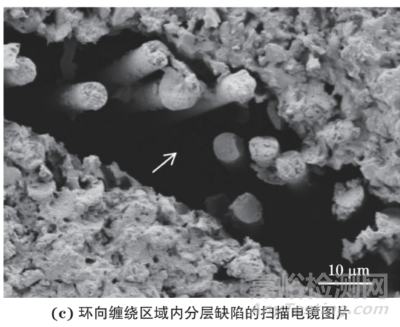
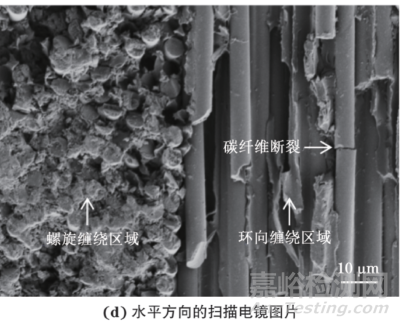
圖6 碳纖維纏繞層試件金相顯微鏡和掃描電鏡的顯微組織表征
圖6a所示是螺旋和環向纏繞區域交界處的金相照片,螺旋纏繞區域和環向纏繞區域的單層纏繞層厚度分別為0.21±0.03 mm和0.16±0.03 mm,該測量結果與工業CT統計結果(分別為0.20±0.04 mm和0.17±0.03 mm)相一致,表明體素尺寸12 μm的工業CT圖像在測量纏繞層單層厚度時具有可靠的尺寸測量精度。
金相顯微鏡和掃描電鏡可驗證工業CT判斷纏繞層纏繞方式的正確性。從圖6b可以清晰看到單根碳纖維的排布情況,該圖左側和右側的纖維截面分別是橢圓形和圓形,證明了碳纖維纏繞方式從外向內依次是螺旋纏繞、環向纏繞、螺旋纏繞和環向纏繞。
為進一步驗證工業CT和金相顯微鏡對纏繞層纏繞方式的判斷,使用掃描電鏡對碳纖維纏繞層試件的頂面(即平行于圖5e的外表面)進行觀察,發現在螺旋和環向纏繞區域交界處右側存在近乎平行排布的環向纏繞碳纖維束。
碳纖維纏繞層試件表面的掃描電鏡圖片(圖6c)可以驗證工業CT對分層缺陷進行定性和定量的準確性。具有高景深特點的掃描電鏡照片能獲得碳纖維纏繞層的表面形貌,即在環向纏繞區域內存在一傾斜的空隙。該處空隙對應于工業CT(圖5d)和金相顯微鏡(圖6a)發現的接近水平取向的分層缺陷。經測量,該處空隙的寬度約為29 μm,與工業CT的測量統計結果(0.03±0.01 mm)相一致。
然而,該測試條件下,工業CT無法進一步觀察到碳纖維的直徑,原因是金相顯微鏡和掃描電鏡測量得到碳纖維的直徑分別為5.4±0.2 μm和5.5±0.1 μm,遠低于工業CT 圖像的體素尺寸(12 μm)。因此,圖6d所示的碳纖維斷裂特征(間隙寬度0.5 μm)更超出了該工業CT圖像的分辨能力。
5.結語
開展了儲氫氣瓶纏繞層缺陷的多尺度工業CT檢測研究及其3種類型分層缺陷的成因分析,并利用金相顯微鏡和掃描電鏡技術對工業CT檢測結果進行驗證,得出如下主要結論:
1.根據分層缺陷厚度,可將其分為厚度約為0.3,0.1,0.03 mm的缺陷。其中,厚度約為0.3 mm的分層缺陷主要存在于瓶頸和瓶肩,產生原因是鋁內膽瓶頸處外表面存在凹面、瓶肩附近豎直方向上纏繞層的螺旋/環向纏繞方式不同導致了碳纖維纏繞層橋接;厚度約為0.1 mm的分層缺陷主要存在于瓶頸、瓶肩和筒體的螺旋纏繞區域內,產生原因是螺旋纏繞層纏繞不連續;厚度約為0.03 mm的分層缺陷主要存在于纏繞層層間間隙處,產生原因可能是機加工過程中發生了纏繞層樹脂基體開裂。
2.工業CT的檢出最小缺陷尺寸接近CT圖像體素尺寸的3倍。當體素尺寸為101 μm時,可檢出厚度約為0.3 mm的分層缺陷;當體素尺寸為37 μm時,可檢出厚度約為0.3 mm和0.1 mm的分層缺陷、厚度約為0.2 mm的玻璃纖維層;當體素尺寸為12 μm時,可檢出厚度約為0.1 mm和0.03 mm的分層缺陷。經過金相顯微鏡和掃描電鏡的顯微組織表征,工業CT在分層缺陷定性、厚度定量,以及纏繞層纏繞方式的判斷等方面得到了驗證。
作者:時巖,沈子韜,滕國陽,章芳芳,趙立,繆存堅,唐萍
工作單位:浙江省特種設備科學研究院,浙江省特種設備安全檢測技術研究重點實驗室
第一作者簡介:時巖,博士,主要從事特種設備無損檢測技術研究工作。
通信作者簡介:唐萍,博士,主要從事特種設備安全風險及智能化檢測技術研究工作。
來源:《無損檢測》2024年11期

來源:無損檢測NDT


