您當(dāng)前的位置:檢測(cè)資訊 > 檢測(cè)案例
嘉峪檢測(cè)網(wǎng) 2020-01-13 14:38
鋁型材擠壓模具承受很大的擠壓力、強(qiáng)烈的摩擦、劇烈的冷熱循環(huán)引起的熱應(yīng)力以及高溫氧化,模具選用的材料需要具有高的熱強(qiáng)性、高的耐磨性、足夠的韌性和耐熱疲勞性能,圖1為擠壓模具工作狀態(tài)示意。

圖1 擠壓模具示意

(a) (b)
圖2 裂紋的宏觀形貌照片
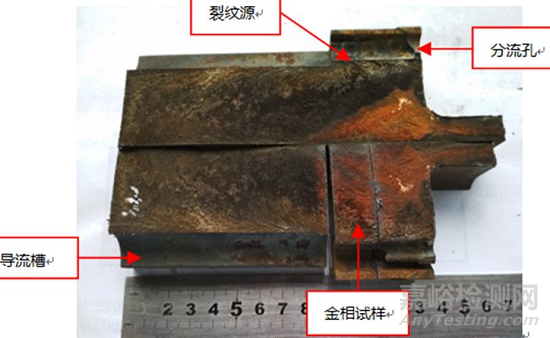
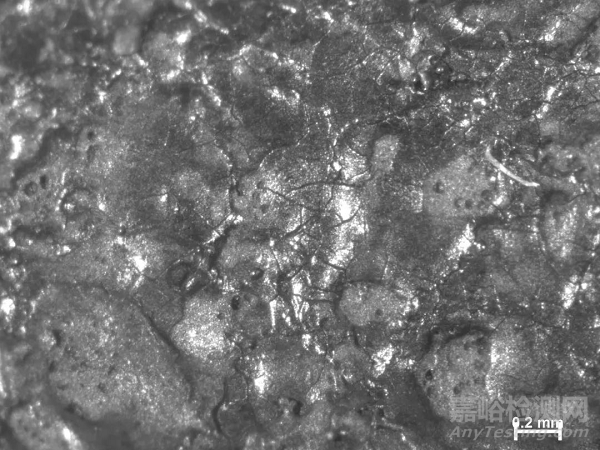
圖3裂紋斷口形態(tài)及取樣示意

圖4 斷口形貌的局部放大(6.5×)

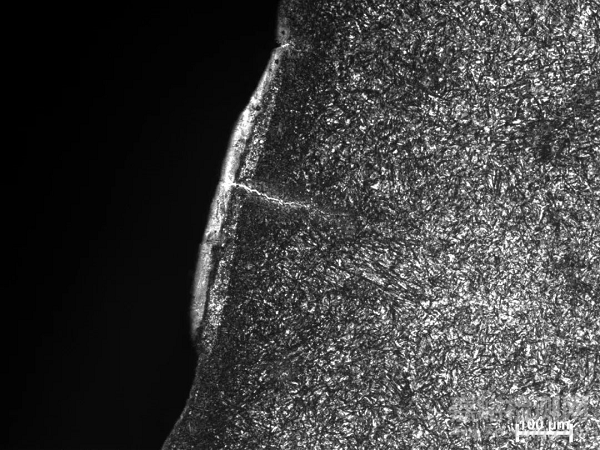
(a)

(b)
圖5 裂紋及附近組織(100×)

(a)10×
(b)40×
圖6 分流孔加工面局部放大

(a)腐蝕前裂紋(100×)
(b)100×

(c)500×
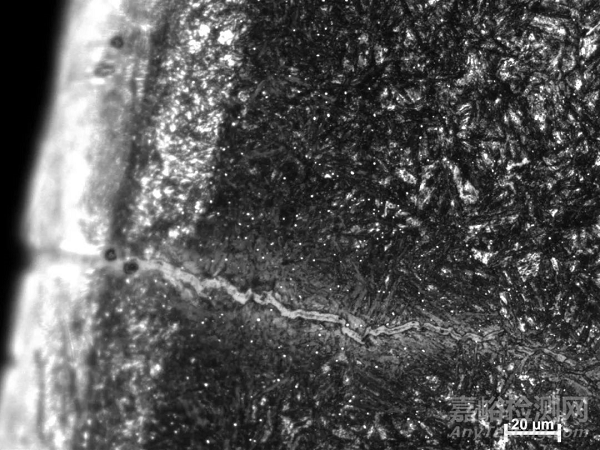
(d)500×
圖7 分流孔內(nèi)壁腐蝕前后的顯微裂紋形態(tài)
表1 化學(xué)成分(質(zhì)量分?jǐn)?shù))(%)
|
元素 |
C |
Mn |
Si |
S |
P |
Ni |
Cr |
V |
Mo |
Cu |
|
標(biāo)準(zhǔn) 要求 |
0.37~0.42 |
0.30~0.50 |
0.90~1.20 |
≤0.005 |
≤0.020 |
≤0.25 |
5.00~5.50 |
0.90~1.20 |
1.20~1.50 |
≤0.25 |
|
樣品 |
0.410 |
0.38 |
0.92 |
0.003 |
0.019 |
0.17 |
5.15 |
0.98 |
1.31 |
0.07 |
表2 非金屬夾雜物(級(jí))


圖8 非金屬夾雜物(100×)

圖9 顯微組織(500×)
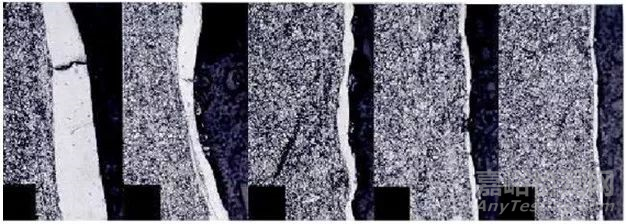
(a) (b) (c) (d) (e)
圖10 白層深度
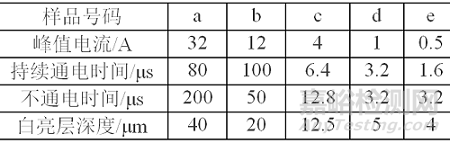
表3 電火花設(shè)備加工參數(shù)與白層深度關(guān)系標(biāo)定
4.結(jié)語(yǔ)
擠壓模的宏觀裂紋起源于分流孔表面,是由于電火花加熱參數(shù)選擇不當(dāng),造成加工表面變質(zhì)層過(guò)厚,出現(xiàn)微裂紋,破壞了材料的連續(xù)性,降低了模具的耐疲勞性能。模具在高溫工作環(huán)境下,受擠壓應(yīng)力及熱應(yīng)力的作用,加劇了裂紋的延伸擴(kuò)展,直至模具開(kāi)裂;電火花加工不當(dāng)是造成該模具開(kāi)裂的主要原因。
作者:程永強(qiáng)
單位:撫順特殊鋼股份有限公司華南技術(shù)服務(wù)站

來(lái)源:金屬加工


