您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2024-12-23 12:49
導讀
LNG儲罐常用材料有9Ni鋼、5Ni鋼、奧氏體不銹鋼和鋁鎂合金鋼等,而9Ni鋼因具有優異的低溫韌性、高可焊性和高強度等特點,經常被用于液化天然氣儲罐的制造。
9Ni鋼儲罐的焊接質量是低溫儲罐建造的關鍵因素,直接決定了整臺儲罐能否安全運行,因此對儲罐焊接接頭進行質量監督尤為重要。無損檢測作為儲罐焊接接頭質量把控的重要方法之一,貫穿于儲罐的制造、安裝和檢驗等環節。
由于9Ni鋼材料的磁性較弱,焊縫材料的鎳含量又遠高于母材,使焊縫處幾乎沒有磁性,同時,9Ni鋼材料焊接過程中容易產生電弧的磁偏吹,要求鋼材的剩磁不超過50Gauss,因此,9Ni鋼儲罐現場安裝過程中的表面無損檢測不允許采用磁粉檢測。
而針對 9Ni鋼焊接接頭的超聲檢測技術需要克服材料晶粒粗大和各項異性的困難,因此,9Ni鋼焊接接頭的超聲檢測一直以來都是超聲檢測領域的難點。
鑒于此,LNG儲罐對接焊縫的無損檢測常采用滲透檢測和射線檢測方法。
其中,滲透方法用于焊接接頭表面缺陷的檢測,射線方法主要用于焊接接頭埋藏缺陷的檢測。但滲透檢測的靈敏度不如磁粉檢測,缺陷檢出率會有所下降。
9Ni鋼焊接接頭的射線檢測方法主要有單膠片二次透照技術、雙膠片一次透照技術和數字射線技術3種方法。
單膠片技術無法通過一次透照獲得滿足標準要求的底片(母材及焊縫金屬的黑度難以同時滿足標準要求),而通過單膠片二次透照技術,采用不同的曝光工藝對同一區域進行二次透照,可獲得兩張底片,一張針對焊縫,另一張針對母材和熱影響區,這樣即可使底片黑度滿足標準要求。
但該方法曝光次數多、底片數量多、檢測時間久,不便在現場工程中應用。
為了提高檢測儲罐的工作效率,常采用雙膠片一次透照技術,一張底片針對焊縫,另一張底片針對母材和熱影響區,使底片黑度滿足標準要求。
該方法雖然通過減少曝光次數提升了檢測效率,但并沒有減少片子的數量,仍需要洗片和評片等過程。
為了解決上述難點,在保證焊縫檢測質量的前提下盡可能地提高檢測效率,數字射線成像技術(DR)應運而生。
數字射線檢測技術具有寬廣的曝光寬容度和較強的降噪能力,通過選擇合適的曝光參數,使圖像的灰度、靈敏度、分辨率和信噪比均滿足標準要求,因此非常適用于9Ni鋼焊接接頭的檢測。
同時,該技術不產生膠片,不需要洗片過程,通過一次透照便能實現母材和焊接接頭的檢測,大大提高了工作效率,在現場檢測中得到了越來越廣泛的應用。
1、9Ni鋼焊縫射線檢測方法介紹
受9Ni鋼焊縫金屬與母材對射線吸收差異性以及存在焊縫余高的影響,通過單膠片技術一次透照不能同時滿足同一張射線底片中焊縫區域與母材區域的黑度在標準要求范圍之內。
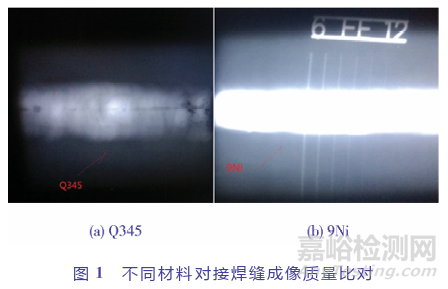
相同厚度(T=12mm)的碳鋼對接焊縫和9Ni鋼對接焊縫的射線成像質量比對情況分別如圖1(a)和圖1(b)所示。
采用一定的透照工藝,圖1(a)所示的Q345對接焊縫成像質量明顯優于圖1(b)所示的9Ni鋼對接焊縫。
從黑度測量數值方面比較Q345對接焊縫和母材的黑度經測量均滿足標準要求,而9Ni鋼僅母材的黑度滿足標準要求,焊縫的黑度低于標準要求。
從黑度差異方面比較Q345對接焊縫和母材的黑度差為1.1,而9Ni鋼對接焊縫和母材的黑度差達到了1.9。
因此,9Ni鋼焊縫金屬與母材難以通過單膠片技術一次透照方法同時滿足標準要求。
為了克服上述難題,本文針對9Ni鋼焊接接頭,提出了3種射線檢測方法,下面進行詳細介紹。
1.1單膠片二次透照技術
采用兩組曝光工藝對同一區域進行透照。
第一組采用高參數曝光工藝對焊縫區進行透照,獲得一張底片,該底片專用于觀察焊縫區域的缺陷影像,此時該底片的母材和熱影響區的黑度值因超過標準要求而無法觀察。
第二組采用低參數曝光工藝對母材和熱影響區進行透照,獲得另一張底片,該底片專用于觀察母材和熱影響區的缺陷影像,此時該底片焊縫區的黑度值因低于標準要求而無法觀察。
只有結合兩種曝光工藝,才能使焊縫母材和熱影響區的底片同時滿足標準中的黑度要求。
該方法因曝光次數多、檢測工期長等原因,不利于工程現場應用,主要適用于實驗室研究以及工程量少的射線檢測。
1.2 雙膠片一次透照技術
雙膠片技術就是對同一道焊縫通過一次透照工藝拍攝兩張射線底片,其中一張底片針對焊縫,另一張底片針對熱影響區和母材,使兩張底片均達到黑度及靈敏度要求。為了提高儲罐檢測的工作效率,常采用雙膠片一次透照技術。
雙膠片一次透照技術又可分為有中屏的雙片曝光技術和無中屏的雙片曝光技術。
有中屏的雙片曝光技術采用兩張相同感光速度的膠片,通過調整鉛箔中屏的厚度控制底片黑度,以滿足標準要求。
無中屏的雙片曝光技術采用兩張具有不同感光速度的膠片,評片時用感光速度快的膠片觀察焊縫處的成像情況,用感光速度慢的膠片觀察母材和熱影響區的成像情況。
雙膠片一次透照技術的曝光次數比單膠片技術少了一半,解決了單膠片二次透照技術現場拍片時間長的短板,但該方法仍然需要大量的片子,且需要洗片和評片過程,而在大型LNG低溫儲罐罐體施工過程中,射線檢測結果出具的時間直接關系到罐內焊接平臺上升的進度,進而影響總工期。
因此,該方法仍然不是9Ni鋼焊縫射線檢測的最佳選擇。
1.3數字射線技術
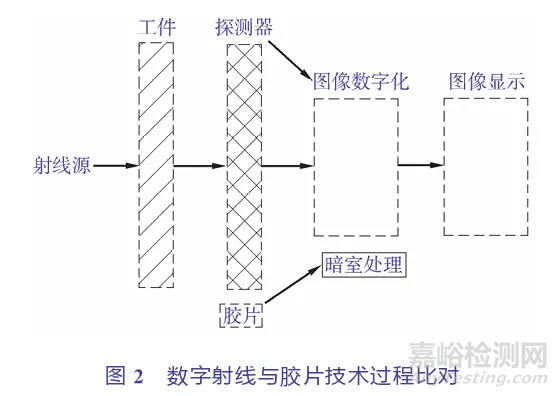
射線成像技術采用探測器(DR成像板)代替常規膠片完成對射線的探測和光電轉換,通過射線穿透工件完好部位和缺陷部位的強度變化,獲得數字化圖像,從而實現對缺陷的檢測。
數字射線(DR)檢測和常規膠片射線檢測獲得圖像的過程不同,其對比示意如圖2所示。
數字射線檢測技術(DR技術)作為近年來發展迅速的一種新型檢測技術,具有以下幾個特點。
1) 傳統的膠片射線檢測需要經過拍攝、暗室處理、烘干、評定過程,而數字射線可以現場實時成像,省略了暗室處理和烘干過程,直接進入評定過程,成像速度快,檢測效率有極大的提高;
2) 數字射線檢測圖像質量好,信噪比高,檢測靈敏度比膠片技術高;
3) 不需要膠片,極大地降低了材料成本,且不會產生化學廢液污染環境;
4) 可以通過計算機軟件處理提高數字化圖像質量,改善觀察條件,提高缺陷的檢出率。
本文進一步對9Ni鋼對接焊縫的檢測工藝進行研究,通過對曝光參數和設備進行合理布置,使成像的灰度、靈敏度、分辨率和歸一化信噪比等參數滿足標準要求,并確立最優檢測工藝。
2、試驗研究
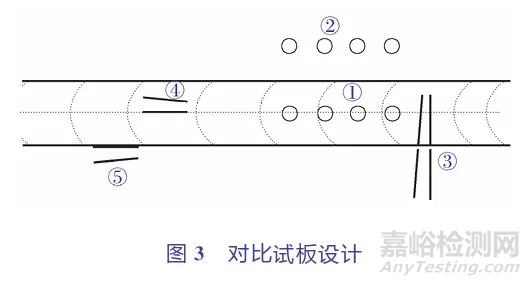
對比試板的設計如圖3所示。在試板上加工了一系列平底孔和線槽,用于模擬焊縫和母材上的圓形和條形缺陷。
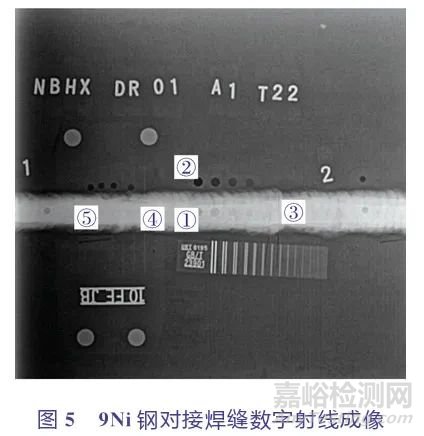
采用厚度為22mm的9Ni鋼焊接試板,焊縫余高為1.0mm。
試板上加工5 組缺陷:
①為焊縫上的4個平底孔,直徑均為4.0mm,孔深從左至右分別為1.5,1.0,0.5,0.3 mm;
②為母材平底孔,直徑均為4.0mm,孔深分別為1.5,1.0,0.5,0.3mm;
③為橫向表面雙槽,橫跨焊縫和母材區域,長度為30mm,雙槽夾角4°;
④為縱向焊縫雙槽,長度為15mm,雙槽夾角 4°;
⑤為縱向母材雙槽,長度為15mm,雙槽夾角 4°。
由于單膠片二次透照技術和雙膠片一次透照技術檢測的底片圖像質量差異性不大,其主要區別在于曝光次數的不同,因此本文僅討論雙膠片一次透照技術和數字射線技術的成像結果。
按NB/T47013.2-2015《承壓設備無損檢測第2部分:射線檢測》標準的規定,采用AB級檢測,其中,單膠片技術采用單底片觀察評定,底片黑度D應在2.0~4.5范圍內,雙膠片技術采用雙底片善加觀察評定,底片黑度D應在2.7~4.5范圍內。
工件厚度為22mm,采用單壁透照工藝,像質計置于射線源側,靈敏度要求不低于W11(0.32 mm)。
2.1 雙膠片一次透照技術測試
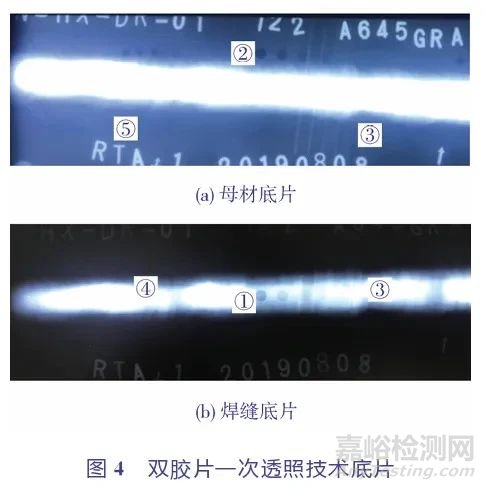
雙膠片一次透照技術的底片如圖4(a)和圖4(b)所示,其中,通過圖4(a)底片觀察母材,通過圖 4(b)底片觀察焊縫。
經黑度計測量,圖4(a)母材底片黑度為3.57,焊縫底片黑度為1.53~1.90,圖4(b)母材底片黑度超過4.5,焊縫底片黑度為2.46~2.87。
因此,采用AB級進行檢測時,圖4(a)母材底片和圖4(b)焊縫底片滿足NB/T47013.2-2015 中規定的黑度在2.0~4.5之間的要求。
另外,圖4(a)母材底片的圖像靈敏度和圖4(b)焊縫底片靈敏度均為W11,滿足標準中規定的不小于 W11 的要求。
從圖4(a)母材底片中可以發現②、③、⑤缺陷,從圖4(b)焊縫底片中可以發現①、③、④缺陷,其中①缺陷中未能發現0.3mm的孔,④缺陷中未能發現靠近焊縫中心的單槽。
2.2 數字射線技術測試
數字射線檢測僅產生一張數字底片就可以同時觀察9Ni鋼對接焊縫的母材和焊縫區域。
如圖5所示,該底片可以發現所有加工的缺陷,且成像質量比膠片技術更高。
同樣采用AB級進行檢測,經測量,母材和焊縫的靈敏度均為W12(0.25mm),比雙膠片技術高了1個等級。
利用雙線型像質計測量圖像分辨率為D8(0.16 mm),滿足NB/T47013.11-2015《承壓設備無損檢測第11部分X射線數字成像檢測》的要求。
經計算機軟件測量,焊縫和母材區域的圖像灰度均控制在滿量程的20%~80%,滿足NB/T47013.11-2015的要求。
圖像中焊縫和母材的歸一化信噪比經計算機軟件測量均高于100,滿足標準要求。
3、工程應用
射線檢測作為LNG低溫儲罐質量控制的重要手段之一,在LNG低溫儲罐建造過程中不可或缺。
現有設計規范要求其射線檢測比例為100%,采用雙膠片一次透照技術進行檢測。
按現有射線檢測技術,1臺20萬m3的處于現場安裝完成階段的LNG低溫儲罐,通常需要的拍片數量為17000個片位、34000張底片。
因此,采用數字射線技術對該臺超大型LNG低溫儲罐進行檢測。
該LNG低溫儲罐內壁材質為06Ni9DR焊縫采用ENiCrMo-6系焊條進行焊接,外壁為混凝土結構。
將探測器放在罐內,攝射線機置于罐外進行透照。
在曝光室人工試板檢測工藝研究的基礎之上,利用該LNG低溫儲罐對數字射線技術進行了工程應用,所得的數字底片如圖6所示,其灰度、靈敏度、分辨率和歸一化信噪比等參數均滿足標準要求。
此外,對儲罐同一道環焊縫進行了數字射線技術和雙膠片技術的檢測比對,比對內容包括底片質量和檢測工時兩個方面。
結果發現:
這兩方面均是數字射線技術占優勢,特別是數字射線技術可以實時成像,實時給出檢測結果,為儲罐安裝工程中的平臺向上搭建爭取了時間,因此有望得到進一步推廣應用。
結語
本文采用膠片射線技術和數字射線技術,通過進行合理的工藝設置,成功解決了LNG儲罐9Ni鋼焊接接頭檢測難題,并在LNG儲罐安裝工程項目中進行了工程應用,總結如下:
1) 單膠片二次透照技術、雙膠片一次透照技術和數字射線技術均可實現對 9Ni鋼焊接接頭的檢測,均可使底片滿足標準規定要求;
2) 試驗結果表明,數字射線技術的成像質量明顯優于膠片技術,能發現更多的缺陷信息,推薦優先采用;
3) 經工程應用發現,數字射線技術的檢測時間比膠片技術短,且能實時成像,可大大提高工程效率。
本文來源:人工智能工業影像(微信公眾號)-《石油化工設備技術》2024年第45卷第1期
本文作者:錢盛杰1,王三軍2,周鑫1,張 亮2,王 磊3,張 亮3
(1.寧波市特種設備檢驗研究院;2.寧波恒信工程檢測有限公司;3.國家管網集團天津液化天然氣有限公司)

來源:Internet


