您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2025-03-06 13:26
超聲衍射時差法(TOFD)超聲成像檢測技術基于焊縫內部裂紋尖端的超聲衍射信號進行測量,能夠實現焊縫裂紋缺陷的精準定量測量,但其近表面存在盲區,對該區域檢測可靠性不夠,且由于使用的是縱波檢測,難以有效利用二次波而無法實現焊縫的百分百覆蓋檢測,存在漏檢風險。
當前,在國內外焊縫超聲無損檢測領域,相控陣超聲成像檢測技術是一種非常重要的檢測手段,其主要優勢是成像檢測覆蓋范圍大、檢測效率高,并可以實現連續記錄存儲。
但該技術的本質仍是基于傳統的脈沖回波反射法,故其成像結果的圖像化表征能力不足,無法有效重構焊縫輪廓坡口的真實結構,且焊縫內部埋藏缺陷真實形態的圖像化重建結果會出現畸變,圖像的判讀需要豐富的經驗,缺陷定性評估較復雜;且由于該技術難以有效獲取裂紋尖端衍射信號,缺陷定量分析仍需要采用傳統的波幅−6 dB法,以至于定量結果尤其是對于缺陷高度和寬度的測量誤差較大。
ISO 23864:2021和ISO 23865:2021描述了成像路徑、不同成像路徑的優點以及典型焊縫不連續的推薦成像路徑,但所有的描述都是在假定缺陷性質已知的基礎上再去選擇合適的成像路徑進行檢測,而實際焊縫檢測會隨機遇到各種類型的缺陷,對于究竟應如何選擇成像路徑進行組合成像檢測以及采用何種方法實現缺陷準確定量,標準中并未給出清晰的指導方法。
基于此,廣東汕頭超聲電子股份有限公司超聲儀器分公司提出了對置陣列多模態全聚焦焊縫檢測技術,采用全聚焦方法重構出被檢測焊縫的多個TFM子圖像,并在規定的共同空間坐標系,把多個TFM子圖像按照一定的算法實時進行圖像融合,重構出焊縫輪廓結構以及內部埋藏缺陷的真實形態,降低缺陷定性難度;并根據模態組合檢測結果顯示的缺陷形態,分析并去除影響衍射信號顯示和測量的模態,只保留含有衍射信號的模態并融合成新的超聲影像,以清晰呈現出焊縫內部埋藏缺陷的尖端衍射信號,實現焊縫內部埋藏缺陷的精確定量測量。
數據采集
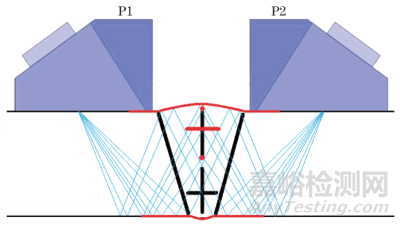
對置陣列數據采集模型如右圖所示,兩個陣列探頭布置在被檢測焊縫的兩側,焊縫左側陣列探頭P1(陣元數目為n),焊縫右側陣列探頭P2(陣元數目為n)。數據采集分為以下幾個過程:
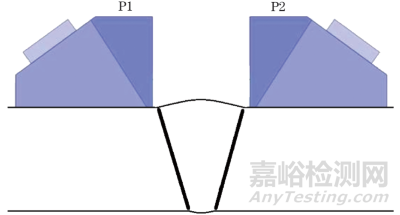
1.P1發射P1接收,采集FMC數據,P1任一陣元激發超聲波,n個陣元同時接收回波信號,獲得n條A掃描波形數據,依次遍歷激發P1的n個陣元獲得n×n條A掃描波形數據;
2.P2發射P2接收,采集FMC數據,P2任一陣元激發超聲波,P2的n個陣元同時接收回波信號,獲得n條A掃描波形數據,依次遍歷激發P2的n個陣元獲得n×n條A掃描波形數據;
3.P1發射P2接收,采集FMC數據,P1任一陣元激發超聲波,P2的n個陣元同時接收回波信號,獲得n條A掃描波形數據,依次遍歷激發P1的n個陣元獲得n×n條A掃描波形數據;
4.P2發射P1接收,采集FMC數據,P2任一陣元激發超聲波,P1的n個陣元同時接收回波信號,獲得n條A掃描波形數據,依次遍歷激發P2的n個陣元獲得n×n條A掃描波形數據。
模態組合
通過組合對置陣列的以下8種聚焦模態,實現焊縫外部輪廓結構及內部埋藏缺陷形態的圖像化表征,降低缺陷定性評估的復雜度。
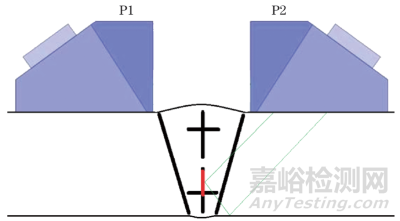
1.T-T[L] 模態重構
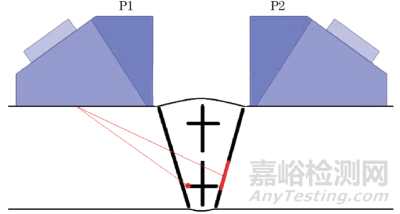
對P1采集的FMC數據采用T-T[L]模態重構,焊縫中下部水平分布缺陷的左尖端衍射信號,焊縫中下部右斜向分布缺陷的反射面。
2.T-T[R] 模態重構
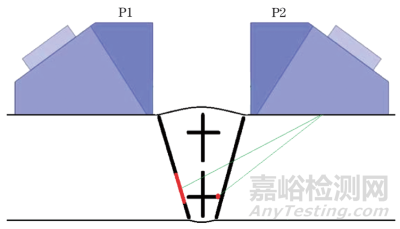
對P2采集的FMC數據采用T-T[R]模態重構,焊縫中下部水平分布缺陷的右尖端衍射信號,焊縫中下部左斜向分布缺陷的反射面。
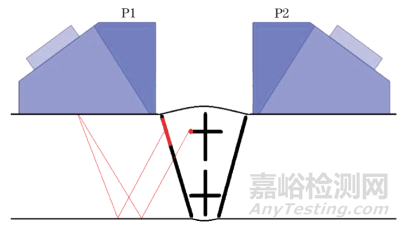
3.TT-T[L] 模態重構
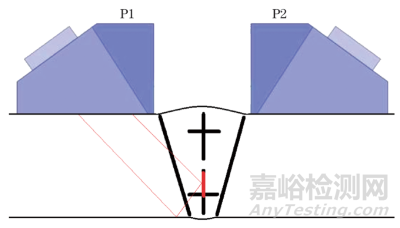
對P1采集的FMC數據采用TT-T[L]模態重構,焊縫內部垂向分布缺陷的左反射面。
4.TT-T[R] 模態重構
對P2采集的FMC數據采用TT-T[R]模態重構,焊縫內部垂向分布缺陷的右反射面。
5.TT-TT[L] 模態重構
對P1采集的FMC數據采用TT-TT[L]模態重構,焊縫中上部水平分布缺陷的左尖端衍射信號,焊縫中上部左斜向分布缺陷的反射面。
6.TT-TT[R] 模態重構
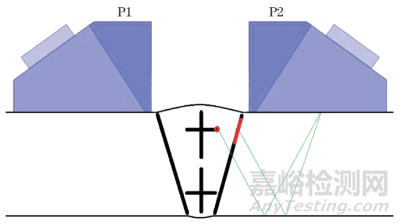
對P2采集的FMC數據采用TT-TT[R]模態重構,焊縫中上部水平分布缺陷的右尖端衍射信號,焊縫中上部右斜向分布缺陷的反射面。
7.T-T[LR] 模態重構
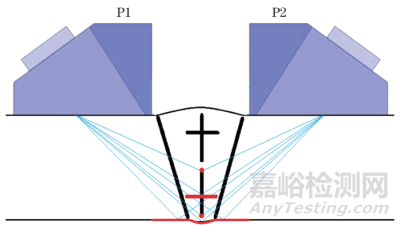
對P1-P2、P2-P1采集的FMC數據用T-T[LR]模態重構,焊縫下表面余高及兩側熱影響區母材,焊縫中下部水平分布缺陷的反射面,焊縫中下部斜向及垂向分布缺陷上下尖端衍射信號。
8.TT-TT[LR] 模態重構
對P1-P2、P2-P1采集的FMC數據用TT-TT[LR]模態重構,焊縫上下表面余高及兩側熱影響區母材,焊縫中上部水平分布缺陷的反射面,焊縫中上部斜向及垂向分布缺陷上下尖端衍射信號。
人工缺陷試塊檢測試驗
采用對置陣列多模態全聚焦焊縫檢測技術,實施人工缺陷試塊檢測試驗。
人工缺陷試塊(共計4塊)實物如圖1所示,試塊母材厚度為21 mm,V形坡口。其中1塊試塊不含人工或焊接缺陷,其余3塊試塊分別加工了水平方向、斜向及垂向的人工切槽缺陷,切槽長度均為8 mm。采用上述數據采集和模態組合方案對試塊進行多模態全聚焦成像檢測試驗。

圖1 人工缺陷試塊實物
多模態全聚焦成像結果如圖2所示,其直觀顯示了焊縫外部輪廓結構及內部埋藏缺陷的真實形態。

圖2 人工缺陷試塊的多模態全聚焦成像結果
水平切槽缺陷定量測量結果如圖3所示,結果顯示焊縫內部缺陷形態呈水平分布,通過模態分解只保留P1的T-T[L]、TT-TT[L]模態及P2的T-T[R]、TT-TT[R]模態并融合出新的超聲影像,呈現出缺陷的左右尖端衍射信號,水平切槽缺陷的長度測量結果為8.0 mm。
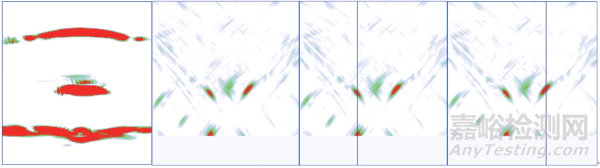
圖3 水平切槽缺陷定量測量結果
斜向、垂向切槽缺陷定量測量結果分別如圖4和圖5所示,多模態全聚焦成像結果顯示焊縫內部缺陷形態呈現斜向和垂向分布,通過模態分解只保留P1-P2、P2-P1的T-T[LR]模態和P1-P2、P2-P1的TT-TT[LR]模態并融合出新的超聲影像,呈現出缺陷的上下尖端衍射信號,斜向切槽缺陷的長度測量結果為7.9 mm,垂向切槽缺陷的長度測量結果為8.0 mm。
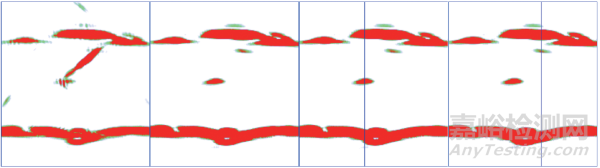
圖4 斜向切槽缺陷定量測量結果
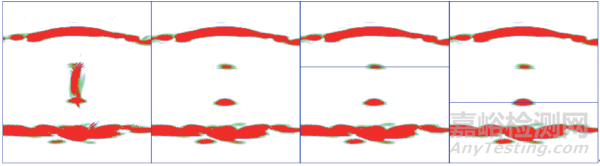
圖5 垂向切槽缺陷定量測量結果
焊接缺陷試塊檢測試驗
采用相控陣超聲檢測(PAUT)技術和對置陣列多模態全聚焦焊縫檢測技術,實施焊接缺陷試塊檢測試驗。
焊接缺陷試塊結構示意如圖6所示,試塊規格為400 mm×400 mm×25 mm,V形坡口,內部設計加工了8個焊接缺陷。
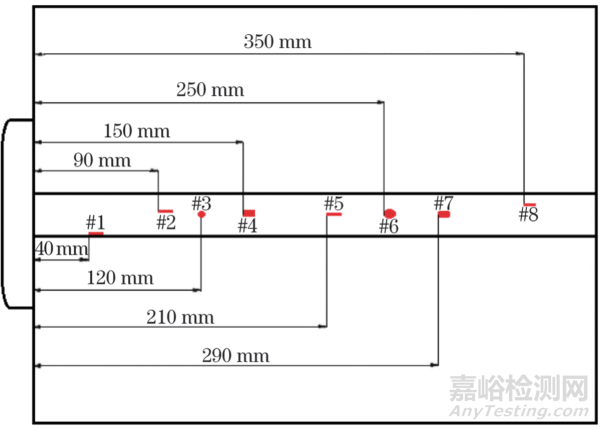
圖6 焊接缺陷試塊結構示意
#1,2,8-側壁未熔合;#3-氣孔;#4,7-層間未熔合;#5-根部未焊透;#6-夾渣
整體分析
采用PAUT技術對焊接缺陷試塊進行連續掃查的D掃描檢測結果如圖7所示。對照實際缺陷信息,8個焊接缺陷勉強能夠分辨,分別顯示在了1~3倍工件厚度范圍內,成像結果對于各缺陷深度信息的表達較抽象,且#4層間未熔合缺陷反射當量低、存在漏檢風險。
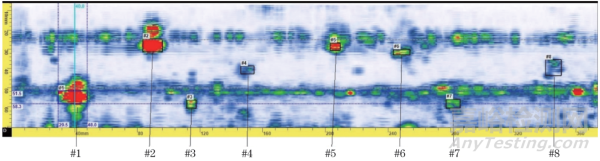
圖7 焊接缺陷試塊的相控陣超聲檢測結果
采用對置陣列多模態全聚焦對焊接缺陷試塊進行連續掃查的3D掃描檢測結果如圖8所示。無需對照實際缺陷信息,8個焊接缺陷均能輕松分辨,所有缺陷全部顯示在1倍工件厚度范圍內,成像結果對于各缺陷信息(長度、深度、水平位置)的表達立體直觀,可辨識度非常高。

圖8 焊接缺陷試塊的對置陣列多模態全聚焦檢測結果
定性定量分析
由于相控陣超聲和對置陣列多模態全聚焦兩種檢測技術在沿焊縫掃查方向均沒有聚焦,所以兩種技術在沿焊縫掃查方向的缺陷定位及缺陷長度測量能力上處于同等水平,文中不進行對比分析。選取#2~#7缺陷在端視圖上進行兩種技術的定性定量對比分析。
#2側壁未熔合缺陷分析結果如圖9所示,可見#2缺陷顯示在1次波熔合線附近,可判定為靠近焊縫底部的側壁未熔合,采用−6 dB法測得缺陷高度為6.3 mm;多模態全聚焦圖像中通過#2缺陷位置形態,可直觀判定為靠近焊縫底部的側壁未熔合缺陷,通過模態分解衍射信號測得缺陷高度為5.7 mm。PAUT和多模態全聚焦對#2側壁未熔合缺陷的定量結果相近。
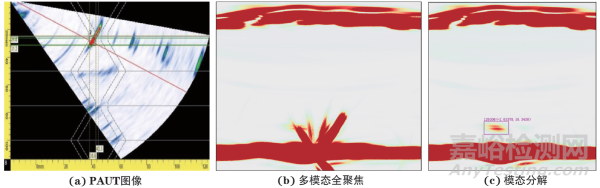
圖9 #2側壁未熔合缺陷分析結果
#3氣孔缺陷分析結果如圖10所示,可見#3缺陷顯示在3次波焊縫內部區域,呈單獨點狀,形狀規則,獨立存在,可大致判定為焊縫內部氣孔或夾渣,采用−6 dB法測得缺陷高度為4.4 mm;多模態全聚焦圖像中通過#3缺陷位置形態,可直觀判定為焊縫內部氣孔缺陷,通過模態分解衍射信號測得缺陷寬度為3.1 mm。可見,PAUT對于#3氣孔缺陷的定量結果明顯偏大。
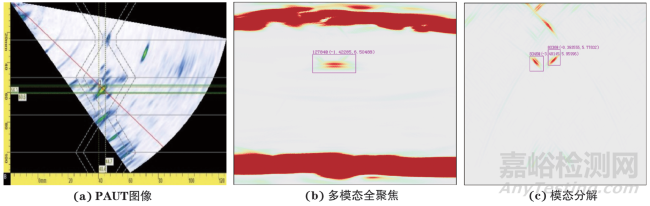
圖10 #3氣孔缺陷分析結果
#4層間未熔合缺陷分析結果如圖11所示,可見#4缺陷顯示在2次波焊縫內部區域,呈單獨點狀,形狀規則,獨立存在,可大致判定為焊縫內部氣孔或夾渣缺陷,采用−6 dB法測得缺陷高度為4.0 mm;多模態全聚焦圖像中通過#4缺陷位置形態,可直觀判定為焊縫內部層間未熔合缺陷,通過模態分解衍射信號測得缺陷寬度為6.9 mm。PAUT對于#4層間未熔合缺陷定性結果不準確,定量結果明顯偏小,嚴格來說PAUT不具備對一定寬度尺寸的層間未熔合缺陷的準確定量能力。
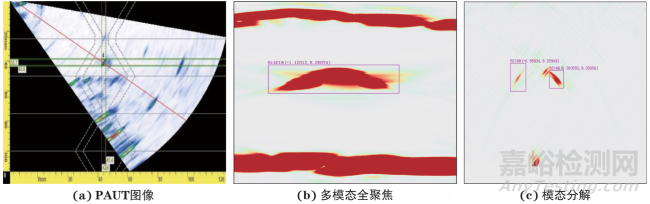
圖11 #4層間未熔合缺陷分析結果
#5根部未焊透缺陷分析結果如圖12所示,可見#5缺陷顯示在1次波焊縫根部區域,位置靠近焊縫中心線,可大致判定為焊縫根部未焊透缺陷,采用−6 dB法測得缺陷高度為4.0 mm;多模態全聚焦圖像中通過#5缺陷位置形態,可直觀判定為焊縫根部未焊透缺陷,通過模態分解衍射信號測得缺陷高度為4.5 mm。PAUT和多模態全聚焦對#5根部未焊透缺陷的定量結果相近。
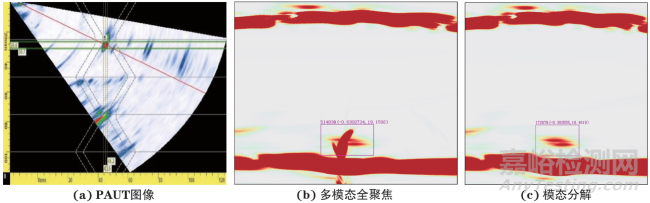
圖12 #5根部未焊透缺陷分析結果
#6夾渣缺陷分析結果如圖13所示,可見#6缺陷雖顯示在2次波熔合線附近,但其呈單獨點狀,形狀規則,獨立存在,且對側伴有微弱衍射信號,可大致判定為焊縫內部氣孔或夾渣缺陷,采用−6 dB法測得缺陷高度為3.0 mm;多模態全聚焦圖像中通過#6缺陷位置形態,可直觀判定為焊縫內部夾渣缺陷,通過模態分解衍射信號測得缺陷寬度為7.1 mm。PAUT對于#6夾渣缺陷定量結果明顯偏小,嚴格來說PAUT不具備對一定寬度尺寸的夾渣缺陷的準確定量能力。
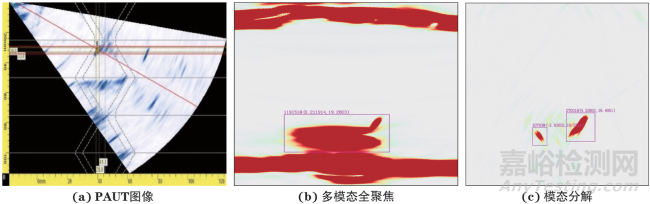
圖13 #6夾渣缺陷分析結果
#7層間未熔合缺陷分析結果如圖14所示。可見#7缺陷顯示在3次波焊縫內部區域,呈單獨點狀,形狀規則,獨立存在,可大致判定為焊縫內部氣孔或夾渣缺陷,采用−6 dB法測得缺陷高度為4.7 mm;多模態全聚焦圖像中通過#7缺陷位置形態,可直觀判定其為焊縫內部層間未熔合缺陷,通過模態分解衍射信號測得缺陷寬度為4.6 mm。
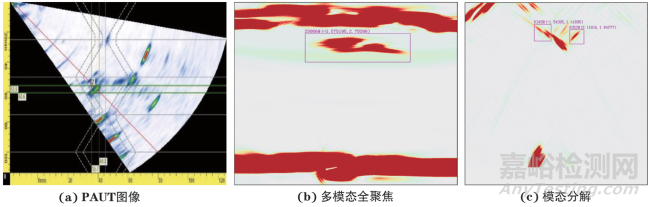
圖14 #7層間未熔合缺陷分析結果
結 語
1.3D掃描成像結果對焊縫內部各缺陷的長度、深度及水平位置等信息的圖像化表征立體直觀,顯著地提高了缺陷的可辨識度。
2.模態組合成像可有效重構焊縫輪廓結構以及內部埋藏缺陷的真實形態,有效地降低了缺陷定性難度。
3.模態分解定量可呈現焊縫內部埋藏缺陷的尖端衍射信號,并采用基于衍射信號的定量測量方法,提升了缺陷定量測量結果的準確性。
4.解決了傳統超聲和相控陣超聲無法有效采集層間未熔合、夾渣缺陷完整信息、無法實現橫向缺陷寬度測量的技術難題,降低了缺陷定量偏低甚至漏檢的風險。
作者:楊貴德,詹紅慶,孫偉成,林丹源,杜南開,陳振光
工作單位:廣東汕頭超聲電子股份有限公司超聲儀器分公司
第一作者簡介:楊貴德,高級工程師,主要研究方向為工業無損檢測儀器系統研發。
來源:《無損檢測》2024年11期

來源:無損檢測NDT


