您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2025-03-20 15:10
高壓電器設備的穩定運行事關供電的可靠性,組成設備的每個零部件的品質都至關重要,要求零部件無生銹、無異物。在保證高壓電器鋼鐵零部件磁性和力學性能不受影響的前提下,采用表面處理的方式在基體表面形成保護膜,并完全覆蓋基體表面,可以提高零部件整體的耐腐蝕性。
磷化處理是一種歷經百年發展的經濟、高效、簡易的防腐蝕表面處理技術,廣泛應用于鋼鐵件的防腐蝕中,具有生產加工容易、設施簡單、操作步驟少、生成磷化膜效率高等特點。管道和形狀結構復雜的鋼鐵零部件經過磷化處理后,可在內腔中形成連續均勻的磷化膜,對于采用電化學方式不易產生保護膜的復雜構件,磷化處理后零部件的內外表面磷化膜可實現全范圍覆蓋。磷化膜是零部件在磷化液中發生化學反應,生成難溶于水的磷酸鹽化學轉化膜(即磷化膜),磷化處理可提高零部件材料的耐腐蝕性能,減小表面的摩擦因數,磷化膜的生成過程伴隨著鋼材表面鐵離子的溶解,其厚度對零部件尺寸影響較小,可滿足高壓電器零部件高精度的要求。
磷化膜外觀為淺灰色或灰黑色,磷化膜品質的好壞對零部件的性能影響很大,磷化膜品質受磷化前酸洗處理是否徹底、磷化液成分中促進劑濃度、磷化液酸度、磷化溫度和時間、磷化結束后零部件表面水洗是否徹底等各種因素的影響。文獻認為磷化膜的常見缺陷為發黃、生銹、掛白灰、顏色不均等,而對于磷化膜表面白色結晶物的研究很少。研究人員對磷化膜表面的白色結晶物進行分析,并通過試驗確定了有效的解決措施。
1. 試樣制備與試驗方法
1.1 試驗材料
試驗用彈簧的線徑為4.6mm,內徑為16.5mm,自由高度為52mm,彈簧材料中C元素質量分數為0.84%,Si 元素質量分數為0.16%,Mn元素質量分數為0.46%,P元素質量分數為0.012%,S元素質量分數為0.013%,其余為Fe元素。
清洗劑為無水乙醇、RSB-809型環保溶劑清洗劑;磷化液為單一鋅系和鋅鈣系磷化液。
耐腐蝕性點滴溶液為:質量濃度為41g/L的CuSO4·5H2O,質量濃度為35g/L的NaCl,物質的量濃度為0.1mol/L的鹽酸。
1.2 磷化工藝流程
(1)常溫磷化的工藝流程為:脫脂→水洗→酸洗(除銹)→水洗→表面調整→磷化→水洗→熱水洗→吹干→浸油→空油→檢測。
磷化液為單一鋅系磷化液,磷化溫度為20~35℃,磷化時間為20min。
(2)中溫磷化的工藝流程為:脫脂→水洗→酸洗(除銹)→水洗→磷化→水洗→熱水洗→吹干→浸油→ 空油→檢測。
磷化液為鋅鈣系磷化液,磷化溫度為55~70 ℃,磷化時間為20min。
1.3 單一鋅系常溫磷化膜白色結晶物分析表征
使用長度為40mm,寬度為5mm 的碳導電膠帶輕黏彈簧表面的白色結晶物,采用掃描電鏡(SEM)觀察白色結晶物,用其附帶的高真空集成一體化能譜儀(EDS)檢測白色結晶物的化學成分。
1.4 單一鋅系常溫磷化膜白色結晶物清洗試驗
抽取存在白色結晶物的同批次彈簧(均為經過浸油后包裝完好的彈簧),采用3種方式清洗,觀察清洗彈簧表面防銹油后是否能發現白色結晶物,以及能否清洗干凈白色結晶物。
清洗方式①:將彈簧放置在無水乙醇溶液中,浸泡3min,將彈簧取出后吹干,觀察磷化膜表面是否有殘留的白色結晶物。
清洗方式②:將彈簧放置在環保溶劑清洗劑原液中,浸泡3min,將彈簧取出后吹干,觀察磷化膜表面是否有殘留的白色結晶物。
清洗方式③:將彈簧放置在環保溶劑清洗劑原液中,在超聲波清洗機中浸泡3min,將彈簧取出后吹干,觀察磷化膜表面是否有殘留的白色結晶物。
1.5 清洗后單一鋅系常溫磷化膜外觀
磷化膜外觀評價參照GB/T 6807—2001《鋼鐵工件涂裝前磷化處理技術條件》,觀察磷化膜是否結晶致密、連續和均勻。
1.6 清洗后磷化膜微觀形貌表征和成分分析
采用乙醇溶液和環保溶劑清洗彈簧后,將彈簧表面吹干,在掃描電鏡下觀察磷化膜的微觀形貌,對比不同清洗劑清洗后,磷化膜表面顆粒的大小、均勻度和分布情況。
1.7 磷化膜耐腐蝕性試驗
采用硫酸銅點滴試驗對磷化膜的耐腐蝕性進行測試,稱取質量為41g的硫酸銅,35g的氯化鈉,量取體積為13mL的物質的量濃度為0.1mol/L的鹽酸溶液,將以上3種試劑混合并稀釋至1000mL。測試前使用無水乙醇對零部件磷化膜表面進行擦拭,待無水乙醇揮發后,滴兩到三滴硫酸銅點滴試劑,同時啟動秒表計時,要求2min內,零件表面不能出現紅色,若出現紅色,則說明其耐腐蝕性不合格。
2. 試驗結果與討論
2.1 白色結晶物形貌和成分分析
單一鋅系磷化液處理后彈簧表面的白色結晶物宏觀和微觀形貌如圖1所示。由圖1可知:白色結晶物在彈簧的圈層之間呈密布態分布,顆粒均勻;白色結晶物呈細小球狀顆粒和粗大塊狀顆粒兩種形態,較細小的顆粒粒徑為1~3μm,且部分為團聚狀態,粗大顆粒長度約為10~20μm,寬度約為6~10μm,為長條狀。采用EDS對兩種形態顆粒進行化學成分分析,結果如表1所示。由表1可知:結晶物化學成分為O、P、Fe、Zn元素和極少含量的Mn元素,無其他雜質,細小顆粒的Fe元素質量分數比粗大顆粒的Fe元素質量分數大4.43%,分析位置002和003處鋅元素質量分數分別為21.91%和12.89%,兩者相差9.02%。
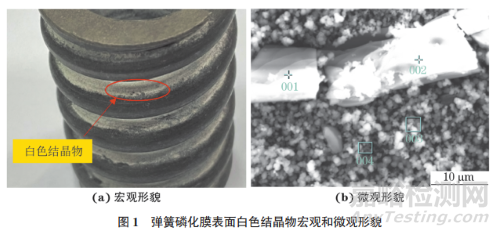
通過白色結晶物的微觀形貌可知,其顆粒大小均勻性差,元素成分存在差別,這是因為磷化膜形成階段的生長速率和溶解速率不平衡,導致表面形成大小不均、分布不均的顆粒,元素成分存在差別,磷化膜穩定性降低,從而產生白色結晶物。
2.2 磷化膜白色結晶物清洗
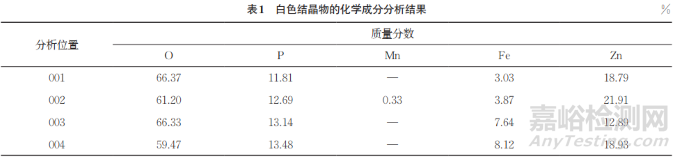
采用3種方式清洗彈簧。方式1為使用乙醇溶液浸泡彈簧3min,方式2為使用環保溶劑清洗劑原液浸泡彈簧3min,方式3為使用環保溶劑清洗劑原液超聲波清洗彈簧3min。3種方式得到的彈簧宏觀形貌如圖2所示。由圖2可知:由方式1得到的彈簧表面防銹油完全清洗干凈,表面存在白色結晶物;由方式2得到的彈簧表面防銹油完全清洗干凈,表面存在白色結晶物;由方式3得到的彈簧表面防銹油完全清洗干凈,白色結晶物清洗干凈。
采用以上3種清洗方式的磷化膜外觀連續、均勻,可見磷化膜表面質量不良,使用乙醇和環保溶劑清洗劑均無法徹底去除白色結晶物,使用環保溶劑清洗劑和超聲波組合方式清洗的方法可徹底去除白色結晶物。
2.3 清洗后磷化膜SEM形貌
在3種方式清洗后彈簧的白色結晶物處截取試樣,將試樣置于SEM下觀察,結果如圖3所示。由圖3可知:經乙醇溶液清洗的磷化膜表面呈現大量不規則凸起形態物質,且分布不均,磷化膜顆粒粗大;經過環保溶劑清洗劑清洗后,磷化膜表面顆粒大小和分布較為均勻,僅有少量凸起形態物質。采用乙醇溶液不能去除磷化膜表面的白色結晶物,而環保溶劑清洗劑可去除磷化膜表面沉積的白色結晶物。

2.4 磷化膜耐腐蝕性試驗
采用環保溶劑結合超聲波清洗彈簧后,對磷化膜進行硫酸銅點滴試驗,3min后磷化膜未出現紅色,耐腐蝕性合格。試驗后彈簧外觀如圖4所示。

2.5 單一鋅系常溫磷化膜和鋅鈣系中溫磷化膜
采用單一鋅系常溫磷化工藝和鋅鈣系中溫磷化工藝對同一材料和結構的彈簧進行磷化,在掃描電鏡下觀察磷化膜狀態,結果如圖3,5所示。由圖3,5可知:單一鋅系常溫磷化膜SEM 形貌粗大、形狀呈無規則狀態,且分布不均勻(見圖3);鋅鈣系中溫磷化膜大部分為粒徑6~8μm的球狀顆粒,分布均勻致密(見圖5)。

3. 結論
(1)單一鋅系常溫磷化膜表面白色結晶物化學成分正常,結晶物顆粒粒徑為1~20μm。
(2)單一鋅系常溫磷化膜表面白色結晶物最佳的清洗方式為:在超聲波清洗機中使用環保溶劑清洗原液浸泡彈簧3min,彈簧表面防銹油完全清洗干凈,白色結晶物清洗干凈,磷化膜表面顆粒大小和分布更均勻,未引入其他雜質,且磷化膜耐腐蝕性合格。
(3)采用鋅鈣系中溫磷化工藝得到的磷化膜顆粒粒徑為6.5~8μm,顆粒分布均勻致密,對工件表面起到較好的保護作用,更適合高壓電器零部件的防護。
作者:劉翠翠,李要鋒,王延濤,熊明華,張壘,邵明艷,張明英,趙柯,趙勝楠,李金鳳
單位:河南平芝高壓開關有限公司
來源:《理化檢驗-物理分冊》2025年第1期

來源:理化檢驗物理分冊


