您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2020-11-26 11:17
金屬構件在焊接、鑄造、鍛造和機械加工等工藝過程中產生的殘余應力極大 地影響了構件的尺寸穩定性、剛度、強度和機械加工性能等。“時效”是降低殘 余應力、穩定構件尺寸精度的方法 。目前消除殘余應力的方法有:熱處理、自 然時效和振動時效。熱處理存在著能耗大、成本高、大工件無法處理等弊端;自 然時效時間長,效率低,僅能使應力消除 2~10 %。1979 年我國開始開發振動時效工藝,主要將其用于消除焊接構件的殘余應力,增加焊接結構的尺寸穩定性。 由于振動時效具有設備簡單、處理時間短、節省能源、對穩定工件尺寸和消除殘 余應力作用顯著等特點 ,近年來得到了較廣泛的應用。
振動時效工藝
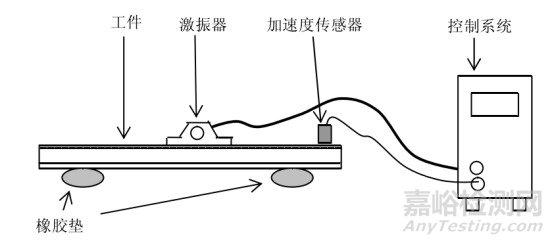
振動時效是“錘擊松弛法”(敲擊時效)的發展。振動時效過程中,采用激振裝置對應力工件施以循環載荷,利用周期性的動應力(激振力)與構件殘余應力疊加達到材料的屈服應力,使構件共振并產生局部塑性變形,這種塑性變形往 往首先發生在殘余應力最大處,使殘余應力松弛和釋放、尺寸穩定,從而達到時 效目的 。振動時效是熱處理的補充和發展,可在很大范圍內代替熱處理。 振動時效可以解釋為一個閉環控制的“激勵-響應”振動體系,如圖所示。常用的“激勵源”(激振器)是一個有偏心質量的電機,偏心塊的旋轉產生激振 力,可通過調節偏心距改變激振力大小。激振器與工件通過C型夾剛性固定。用 橡膠墊支撐工件,保證工件在振動時效過程中呈“彈性懸浮”狀況。振動過程中 工件的“響應”(振動加速度)通過加速度傳感器傳遞回控制系統。控制系統是 振動時效設備的核心,通過檢測振動加速度的變化來控制偏心電機的旋轉速度和 振動持續時間。通過檢測系統的振動加速度幅度,找到系統的共振頻率,保證系 統在共振或亞共振狀態下振動,并獲得足夠大的振動動應力。振動時效處理結束 后,可打印出振動過程的振動加速度、轉速和振動處理時間的關系圖,用來評定 振動時效的工藝效果。

來源:Internet


