您當前的位置:檢測資訊 > 科研開發(fā)
嘉峪檢測網(wǎng) 2021-06-28 20:48
聚苯乙烯是一種通用樹脂,生產(chǎn)工藝主要為聚合工藝,苯乙烯單體在反應器中發(fā)生聚合反應最終形成高分子聚合物樹脂。聚苯乙烯分為通用聚苯乙烯(GPPS),高抗沖聚苯乙烯(HIPS),本項目產(chǎn)品包括以上兩種。

高抗沖聚苯乙烯(HIPS)原料
其中通用聚苯乙烯的特性是透明度高,材料硬而脆,主要用途為光學材料,建筑外墻保溫材料等;高抗沖聚苯乙烯的特點是添加丁二烯橡膠以后材料韌性強,主要用途作為冰箱、空調(diào)等大家電的外殼,抽屜,熱水器,打印機等的主要結(jié)構(gòu)件。
PS為剛性無定型塑料,熔融溫度范圍較寬,熱穩(wěn)定性較好;但在注塑過程中,易形成內(nèi)應力并引起開裂,殘余應力問題較為突出。為減小內(nèi)應力,加工時往往需要較高的料溫、模溫,以使熔體緩慢冷卻,取向的分子得到松弛。
PS材料的力學性能在某種程度上可以直觀反應其制品如冰箱抽屜產(chǎn)品的力學性能,在PS制品批量生產(chǎn)前,可以以材料性能為快速評價的手段,對PS材料進行實驗,探究其最佳生產(chǎn)工藝參數(shù),提高制品批量生產(chǎn)時的生產(chǎn)效率,為此,國高材分析測試中心探究結(jié)果如下。
1 試驗
原理探究
影響塑料性能指標的因素有很多,主要可歸納成兩大方面主要因素。一方面是內(nèi)在的原因,如塑料本身的分子量大小及其分布、結(jié)晶性、粒徑和粒度分布、成型過程中的取向、內(nèi)在缺陷等;另一方面是外在的因素,如試樣的制備、試驗環(huán)境、試驗方法及條件等。
注塑成型是試樣制備的常用方法,是一個復雜的物理和化學變化過程。一方面,非牛頓流體的高溫塑化熔體在壓力作用下,注入溫度較低的模具型腔中;另一方面,由于熔體和模具型腔的溫差使得注入的熔體快速冷卻,同時伴隨著固化、體積收縮及可能出現(xiàn)的結(jié)晶過程。因此,成型過程的工藝參數(shù)直接決定了熔體在型腔中的流動狀態(tài),對制品質(zhì)量有著最直接、最深遠的影響。
測試標準
沖擊強度按GB/T 1843—2008測定,彎曲性能按GB/T 9341—2008測定,密度按GB/T 1033.1-2008測定,拉伸性能按GB/T 1040.1-2006、GB/T 1040.2-2006測定。
2 試驗結(jié)果分析
五種注塑工藝參數(shù)對力學性能的影響
主要考察五個注塑工藝參數(shù),分別是射膠壓力、射膠速度、保壓壓力、保壓時間和冷卻時間,采用正交實驗法,對每個參數(shù)取四個水平,根據(jù)正交表L16(45)進行正交實驗,得表1。再檢測不同注塑工藝參數(shù)下得到的制件力學性能,包括缺口沖擊強度、彎曲強度、彎曲模量、拉伸屈服應力等力學性能,得表2。
表1 注塑工藝參數(shù) L16(45)正交因素水平表

表2 正交試驗結(jié)果

由表2可知,密度的變動很小,故認為本次實驗工藝參數(shù)變化對樣條密度沒有影響,也不做進一步數(shù)據(jù)分析。
其余性能采用極差分析的方法,數(shù)據(jù)處理如表3~8:
表3 沖擊強度(kJ/m2)影響因素分析

表4 彎曲強度(MPa)影響因素分析

表5 彎曲模量(MPa)影響因素分析

表6 拉伸屈服應力(MPa)影響因素分析

表7 拉伸屈服應變(%)影響因素分析

表8 拉伸模量(MPa)影響因素分析
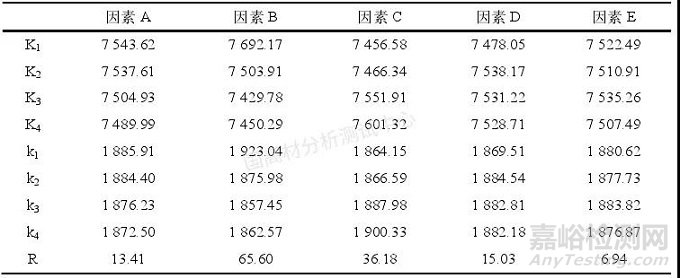
其中K代表某水平下性能指標的求和,k代表某水平下性能指標的平均值。取平均值的意義是:對于任意兩組,各因素都在同時變動,因而結(jié)果不具有可比性,但對各水平分別取平均值后,其它因素進行了平等的變動,因而不同水平的平均k具有綜合可比性。R為k的極差,極差大小反映了某因素對性能的影響大小。
以沖擊強度的分析為例,各因素中射膠壓力的極差最大,其次為保壓壓力、射膠速度、保壓時間、冷卻時間,可以認為沖擊強度主要受射膠壓力和保壓壓力影響。就趨勢來看,射膠壓力越小,沖擊強度越高;保壓壓力越大,沖擊強度越高;保壓時間、射膠速度、冷卻時間均在取第三水平時沖擊強度最高。以最大極差2.78kJ/m2除以全部沖擊強度的平均值13.13 kJ/m2得0.21,即射膠壓力對沖擊強度的影響可達平均值的約21%,由此認為沖擊強度受到參數(shù)變動影響,尤其是射膠壓力的變動對沖擊強度的影響非常顯著。
其余性能指標,影響最大的兩個因素基本上也主要是射膠壓力和保壓壓力。
為了驗證保壓壓力與射膠壓力對樣條性能(以沖擊為例)的影響趨勢,進一步采用單因素變量進行試驗。
首先以保壓壓力為變量,從1.5MPa取到7.5MPa,間隔1.5MPa,固定因素射膠壓力4.0MPa,射膠速度40%,保壓時間10s,冷卻10s,沖擊強度隨保壓壓力增大而增大,變化趨勢見圖1:

圖1 保壓壓力對沖擊強度的影響
其次以射膠壓力為變量,從3.5MPa變動到8.0MPa,固定參數(shù)保壓壓力7.5MPa,射膠速度40%,保壓時間10s,冷卻10s,沖擊強度隨射膠壓力增大而減小,變化趨勢見圖2。
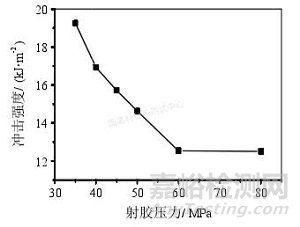
圖2 射膠壓力對沖擊強度的影響
其中,高沖擊強度的沖擊試樣斷面呈現(xiàn)凹凸狀,而非平整面,見圖3,其余低沖擊強度的沖擊試樣斷面為平整面。

圖3 高沖擊試樣斷面示意圖
3 總結(jié)
1)通過正交實驗和單因素變量實驗發(fā)現(xiàn),射膠壓力、保壓壓力對高抗沖聚苯乙烯力學性能有顯著影響,特別是缺口沖擊強度和拉伸屈服應力,而射膠速度、保壓時間和冷卻時間對高抗沖聚苯乙烯力學性能影響較小,另外,密度不受注塑工藝參數(shù)影響。
2)低射膠壓力和高保壓壓力導致高抗沖聚苯乙烯橡膠相集中,核殼顯示出不同的相態(tài),沖擊斷裂處可見凹凸狀,非平整斷面。

來源:國高材分析測試中心


